


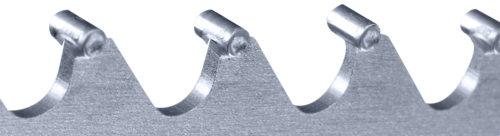
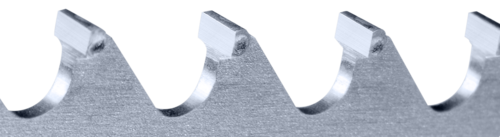
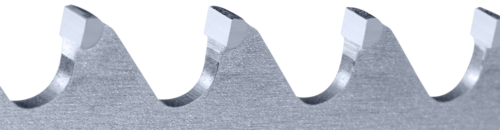
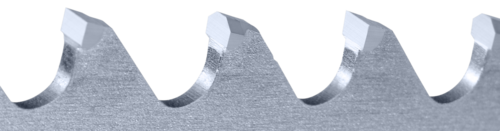
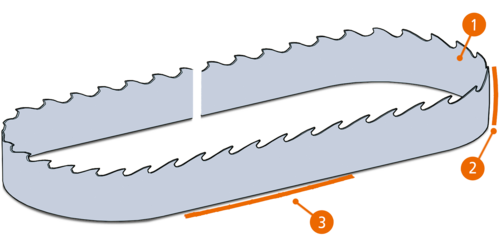
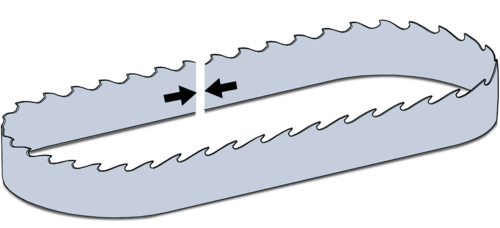
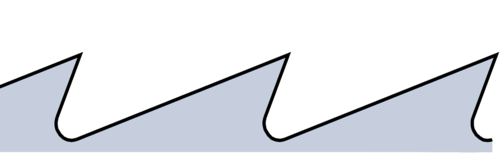
Stelliting refers to the process of applying Stellite® to the saw teeth and thereby hardening them. This increases the abrasion resistance of the saw cutting edges, which in turn leads to longer machine service life, increased cutting accuracy and reduced set-up times.
Stelliting is especially advantageous when particularly abrasive and hard woods are to be sawn. Stellite® no. 12 (containing 59 % Cobalt, 29 % chrome, 9 % tungsten and 1.8 % carbon) has proved to be extremely successful for machining wood. It is wear-resistant while not being too brittle, and can be ground without problems. In some cases, Stellite® no. 1 is used: This is an extremely hard alloy, which is primarily used for sawing wood with a high proportion of silicate.
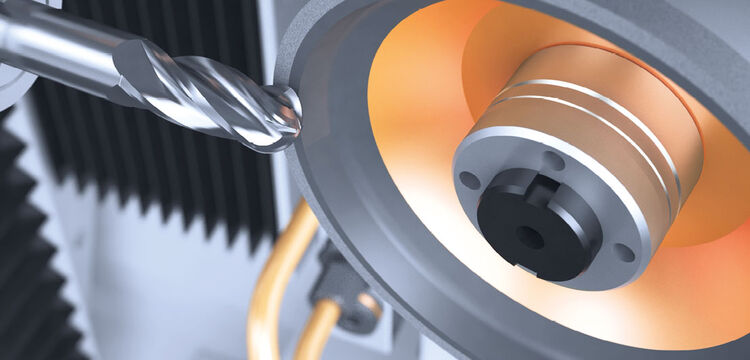
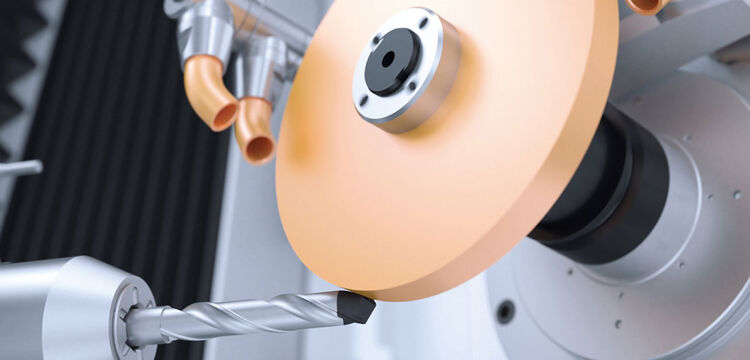
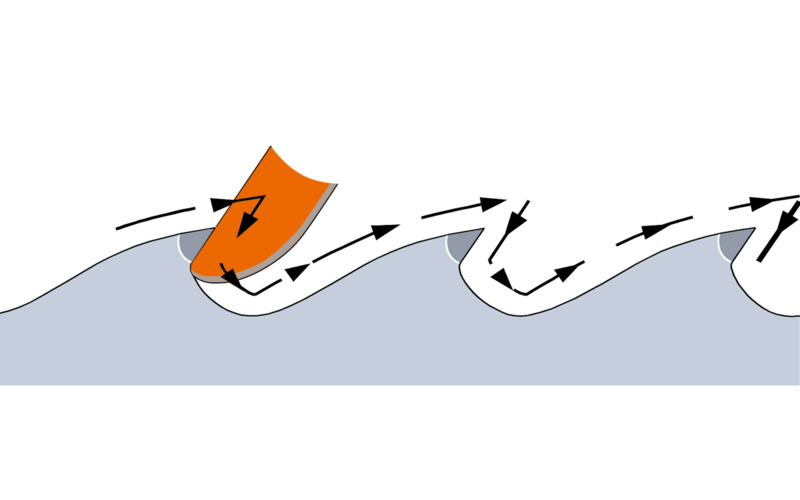
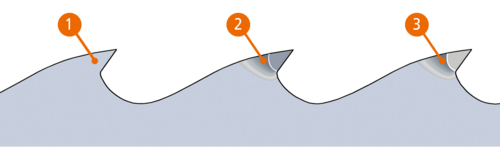
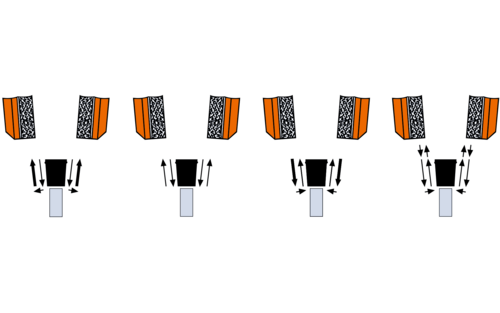
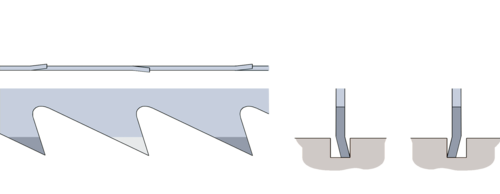
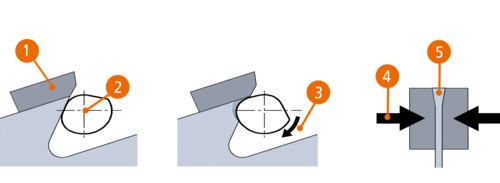
In addition to painstaking manual stelliting, there are two types of machine stelliting: The resistive and the plasma welding process. During the latter, the saw tooth is heated and the required amount of stellite is melted. The liquid Stellite® is guided into forming jaws, where the raw tooth is shaped into a finished tooth. The grinding work required is therefore reduced to a minimum. In contrast to the resistive process, fully automated plasma welding has the advantage that it forms a completely solid compound layer between the Stellite® and the base material. Last but not least, repairs or replacements are cost-effective, as new Stellite® is simply applied to the existing tooth, and the costly process of grinding off leftover Stellite® is not required.
We detected, that your browser supports another language than the called one. This page is also available in your language! Would you switch to this page in your language?