



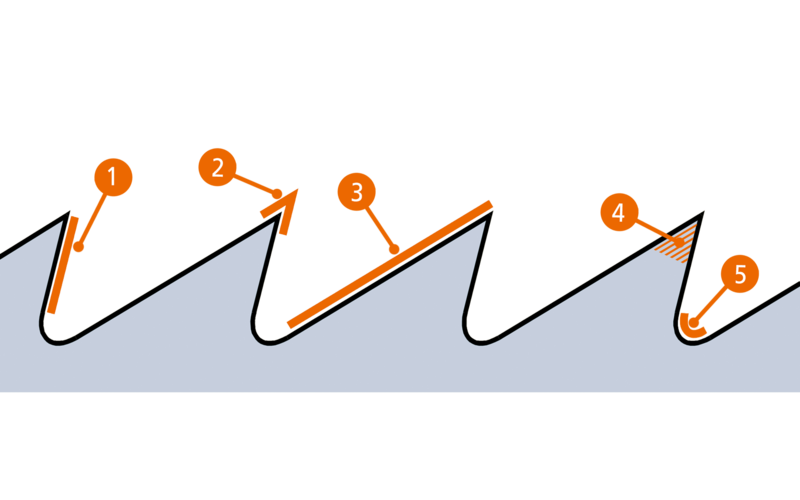
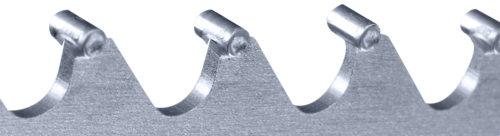
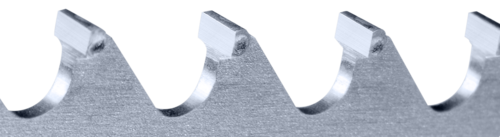
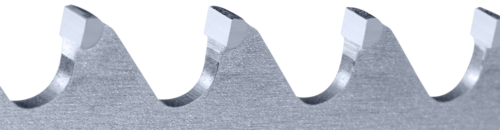
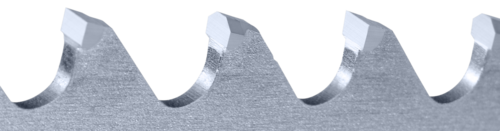
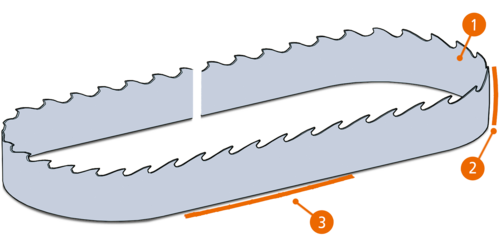
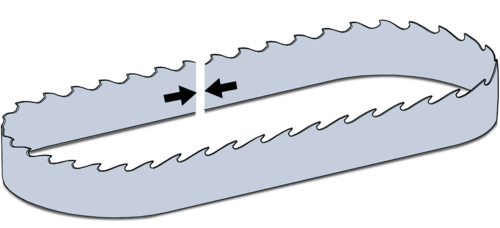
ステライト盛りとは、Stellit®(ステライト)を盛って鋸の歯を調質することです。これにより鋸刃の耐摩耗性が強化され、その結果機械の寿命が延び、切削精度が向上し、セットアップ時間が短縮されます。
極めて摩耗性が高くて硬い木材を加工する際に、ステライト盛りは特に有効です。12 番の Stellit®(ステライト)(コバルト 59% 、クロム 29 %、タングステン 9%、および炭素 1.8% を含有)は、木材加工に特に優れた実績があります。耐摩耗性に優れ、もろすぎることもなく問題なく研磨できます。場合によっては 1 番の Stellit®(ステライト)が使用されることもあります、これは極めて硬い合金で、主にケイ酸塩含有量の多い木材の加工に使用されます。
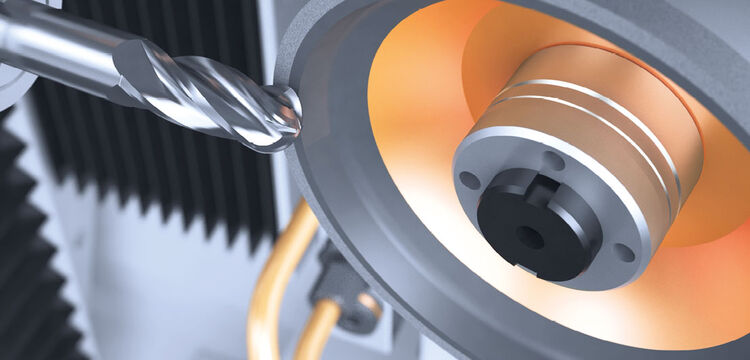
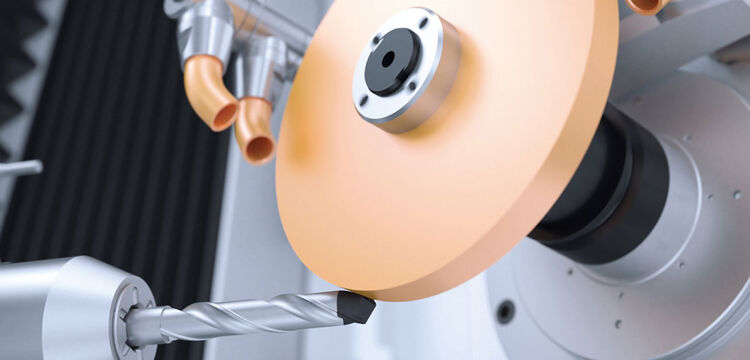
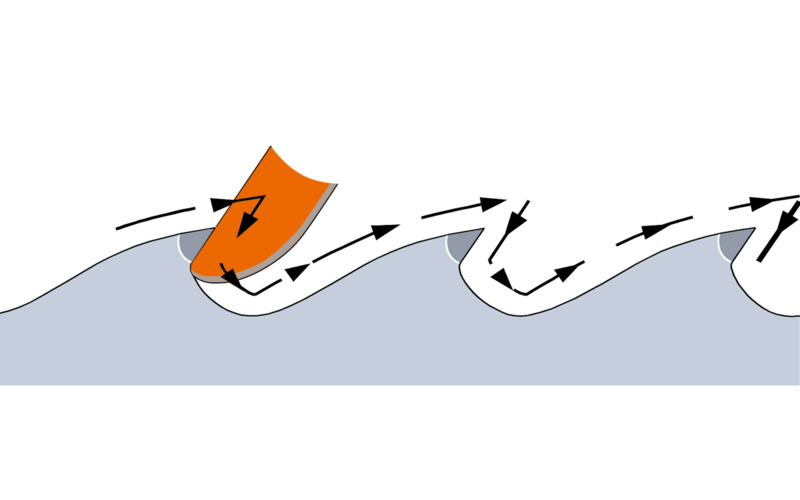
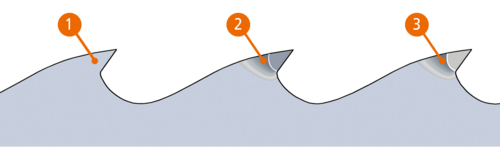
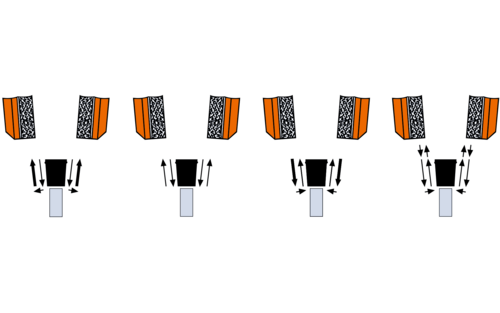
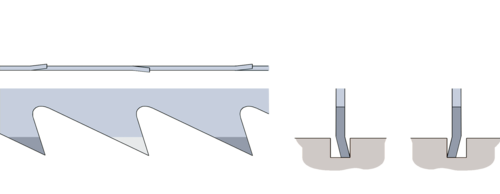
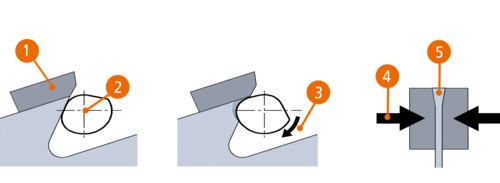
労力を要する手動でのステライト盛りのほかに、機械を使用しての 2 つのステライト盛り、抵抗溶接法とプラズマ溶接法を区別することができます。後者の手法では、鋸歯が熱せられて必要な量のステライトが溶解します。液体状の Stellit®(ステライト)は成形ジョーへとガイドされ、仕上げ前の歯が完成品の形状にされます。このため必要となる研磨作業は最小限に低減されます。全自動のプラズマ溶接には、抵抗溶接法と比較して Stellit®(ステライト)と母材との間に極めて強固な接合層が形成されるという利点があります。そのうえ、新品の Stellit®(ステライト)を既存の歯の上に盛るだけでコストのかかる余剰な Stellit®(ステライト)の研磨除去が不要なため、修理や交換コストの点でも有利です。
Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?