



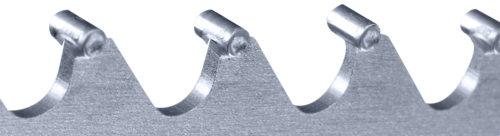
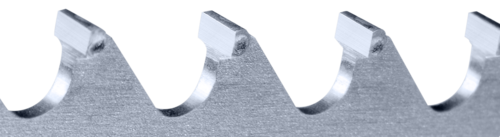
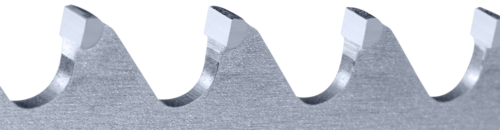
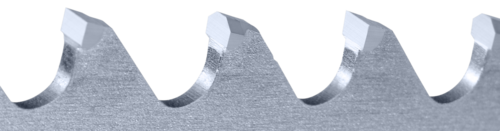
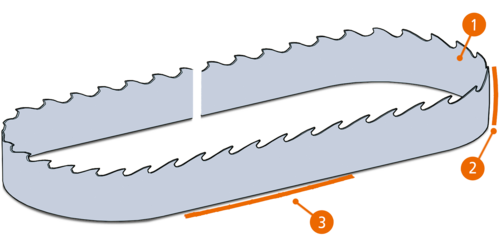
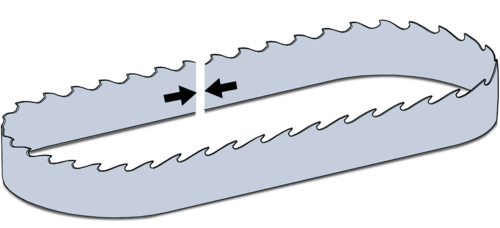
Под наплавкой стеллита понимается нанесение материала Stellit® на зубья пилы для улучшения их характеристик. В результате повышается износостойкость режущих кромок, что, в свою очередь, приводит к увеличению срока службы оборудования, повышению точности реза и сокращению времени наладки.
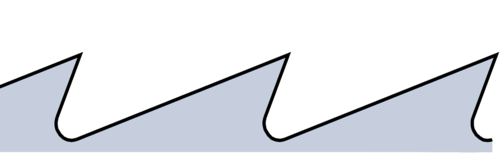
Наплавка стеллита выгодна, прежде всего, при обработке очень твердой древесины. Stellit® сорта 12 (содержит 59% кобальта, 29% хрома, 9% вольфрама и 1,8% углерода) лучше всего подходит для обработки древесины. Он отличается износостойкостью, малой хрупкостью и легко затачивается. В некоторых случаях применяется также Stellit® сорта 1: это очень твердый сплав, используемый преимущественно для пиления древесины с высоким содержанием силикатов.
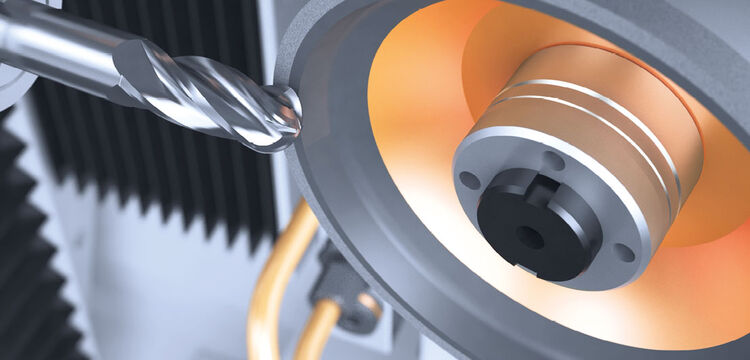
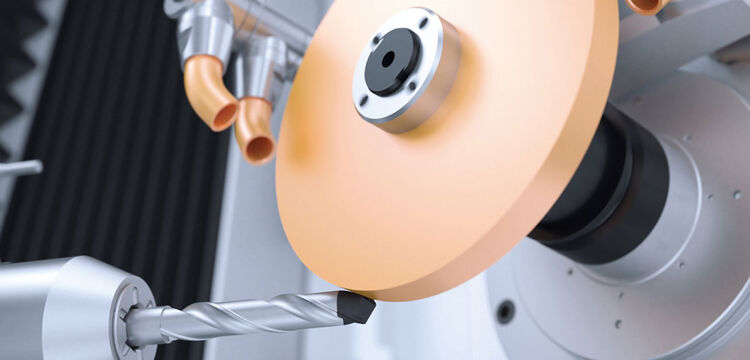
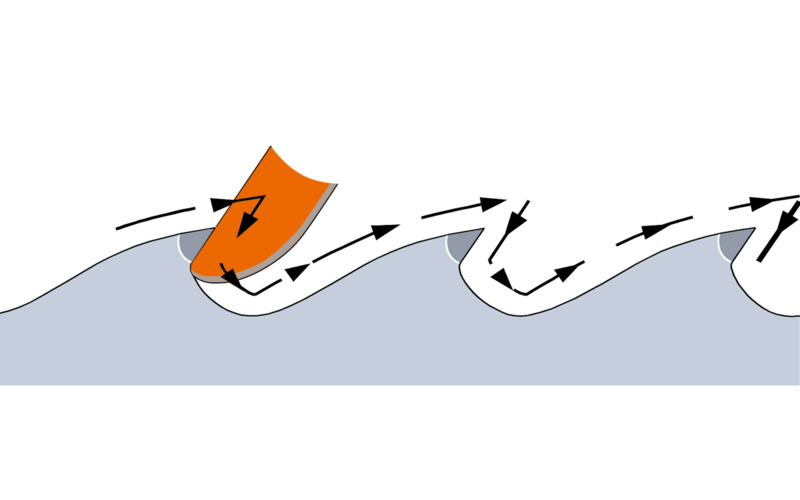
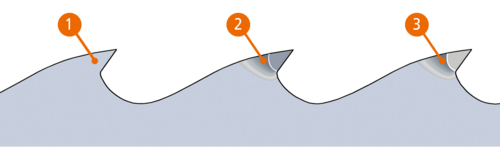
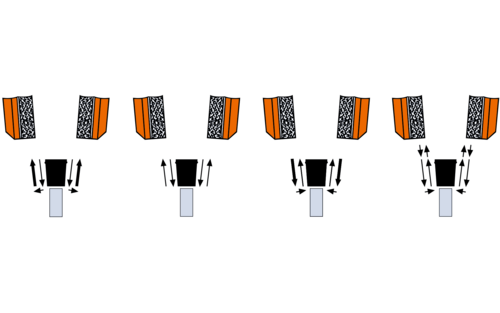
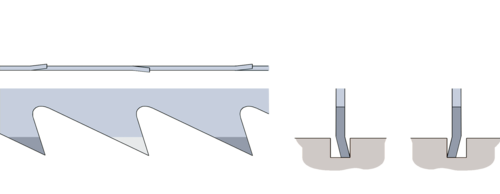
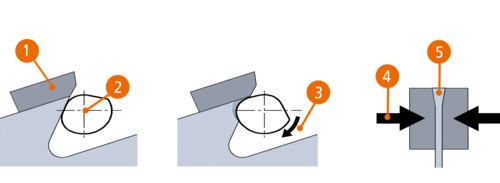
Помимо утомительной наплавки стеллита вручную, различают еще два типа машинной наплавки стеллита: методом контактной сварки и методом плазменной сварки. В последнем случае зуб нагревается, и на него напаивается определенное количество стеллита. Stellit® подается в форму в жидком виде, в результате чего заготовка приобретает вид готового зуба. Тем самым необходимая шлифовка сводится к минимуму. По сравнению с контактной сваркой автоматическая плазменная сварка имеет то преимущество, что между стеллитом и основным материалом образуется неразъемное соединение. В результате стоимость ремонта или переоснащения снижается, так как новый стеллит просто наносится на еще имеющийся зуб, а необходимость в дорогостоящем сошлифовывании старого стеллита отпадает.
Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?