


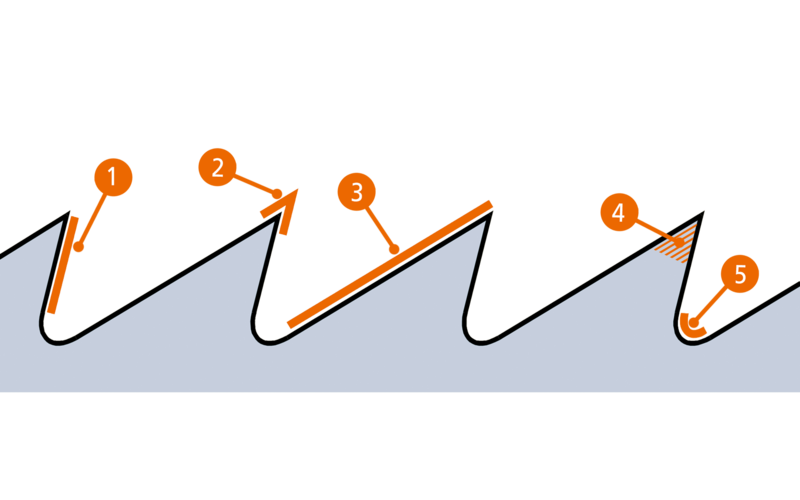
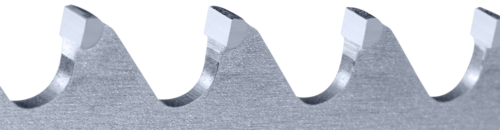
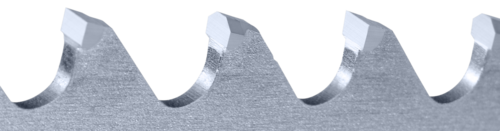
Per stellitatura s'intende il processo di applicazione di Stellite® sul dente della sega, trattandolo. Questo aumenta la durezza di attrito dei denti della sega, e conseguentemente maggiore durata della macchina, migliore precisione di taglio e minori tempi di preparazione della macchina.
Quando, in particolar modo, occorre tagliare tipi di legno particolarmente abrasivi e duri, la stellitatura risulta un processo vantaggioso. Il tipo di Stellite® N° 12 (contiene il 59 % di cobalto, il 29 % di cromo, il 9 % di tungsteno e l'1,8 % di carbonio) si è dimostrato particolarmente adatto per la lavorazione del legno. È resistente all'usura, quindi non troppo fragile e affilabile senza problemi. In alcuni casi si impiega anche la Stellite® N° 1: una lega molto dura, prevalentemente usata per tagliare legno con un'elevata percentuale di silicati.
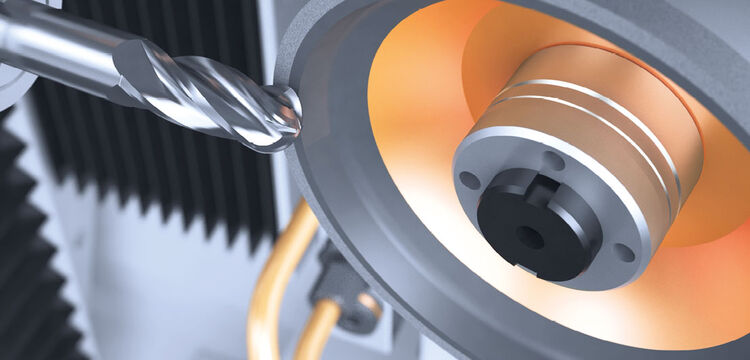
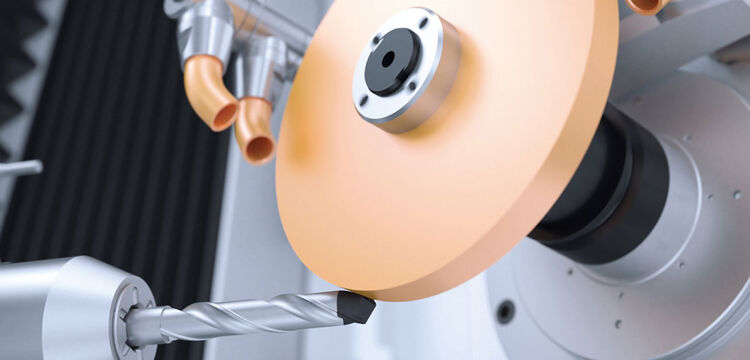
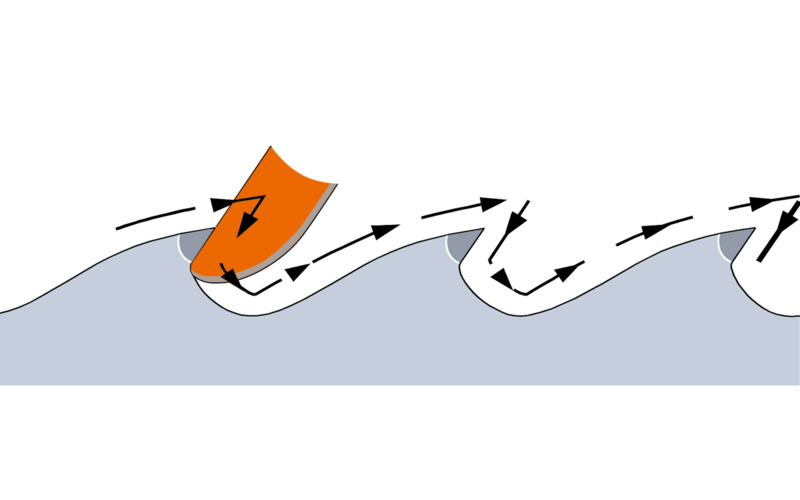
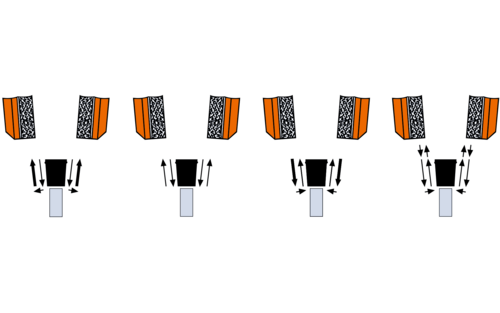
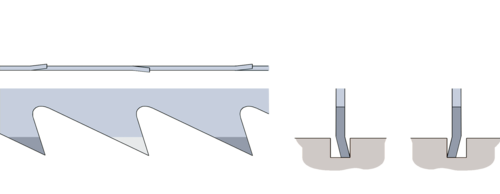
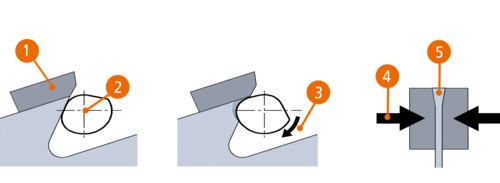
Oltre alla dispendiosa stellitatura manuale, esistono due tipi di stellitatura a macchina: la saldatura a resistenza e la saldatura al plasma. Quest'ultima prevede il riscaldamento del dente della lama con la fusione della quantità di stellite necessaria. La Stellite® viene convogliata fluida in apposite forme, dove il dente grezzo assume la forma di un dente finito. L'affilatura necessaria viene in questo modo ridotta al minimo. Rispetto al processo di saldatura a resistenza, la saldatura al plasma completamente automatica presenta il vantaggio di creare uno strato di congiunzione assolutamente fermo tra la Stellite® e il materiale di fondo. Inoltre, la riparazione o il riequipaggiamento sono vantaggiosi, in quanto è sufficiente applicare la nuova Stellite® sul dente preesistente, senza dover asportare la vecchia Stellite® residua.
Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?