


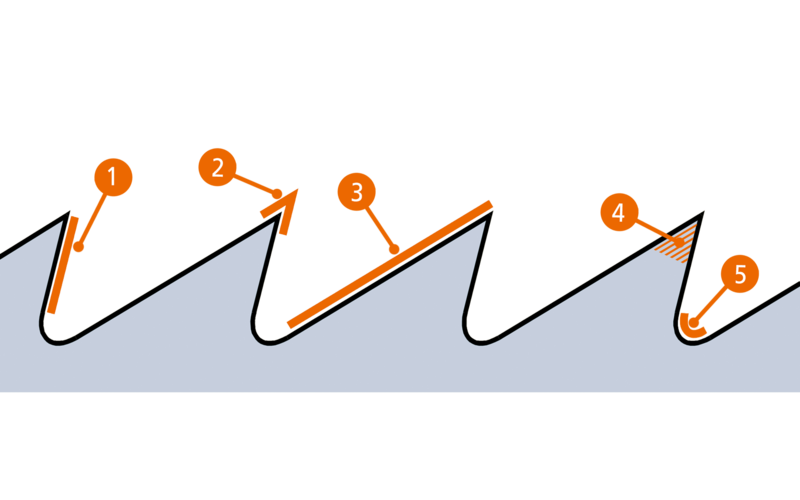
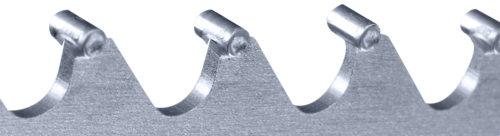
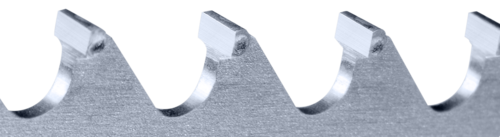
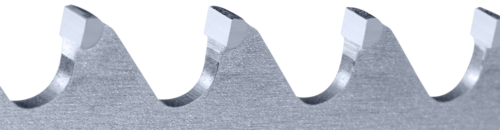
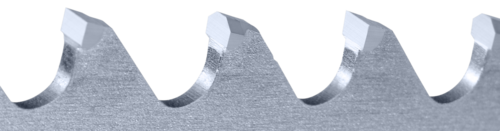
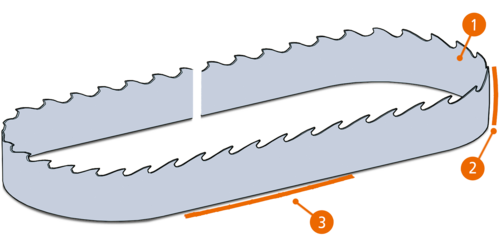
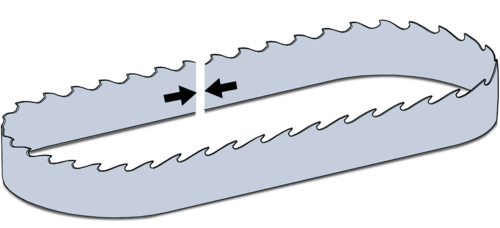
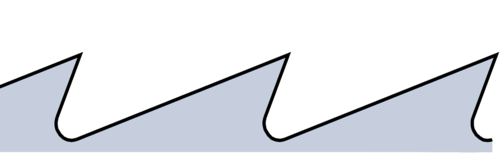
Por “estelitado” se entiende el proceso de aplicación de Stellite® sobre los dientes de la sierra para pasar posteriormente a su temple y revenido. De esta manera, aumenta la resistencia a la abrasión de los filos de la sierra, lo cual aumenta la vida útil de la máquina, mejora la precisión de corte y reduce los tiempos de equipamiento.
El estelitado supone una gran ventaja sobre todo cuando sea necesario serrar maderas especialmente abrasivas y duras. La calidad de Stellite® n.º 12 (contiene un 59 % de cobalto, 29 % de cromo, 9 % de tungsteno y un 1,8 % de carbono) ha demostrado una eficacia óptima en el tratamiento de la madera. Es resistente al desgaste, no es especialmente frágil y se puede afilar sin problemas. En algunos casos se utiliza también la calidad de Stellite® n.º 1, una aleación muy resistente que se emplea particularmente para serrar madera con un porcentaje elevado de silicato.
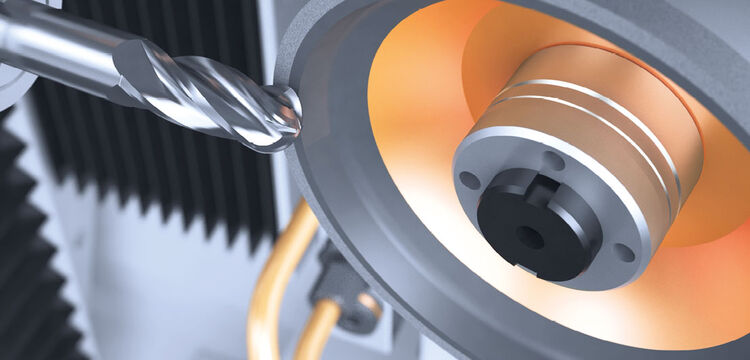
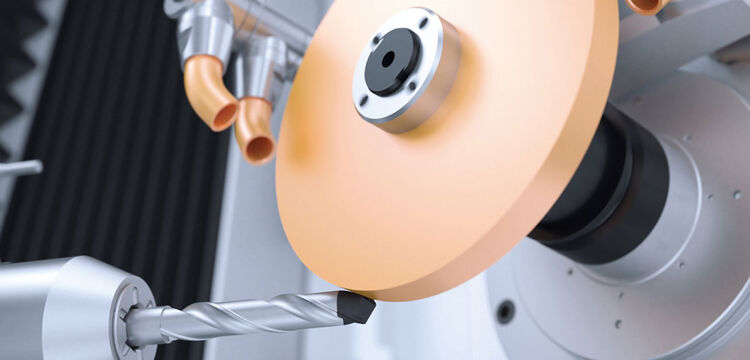
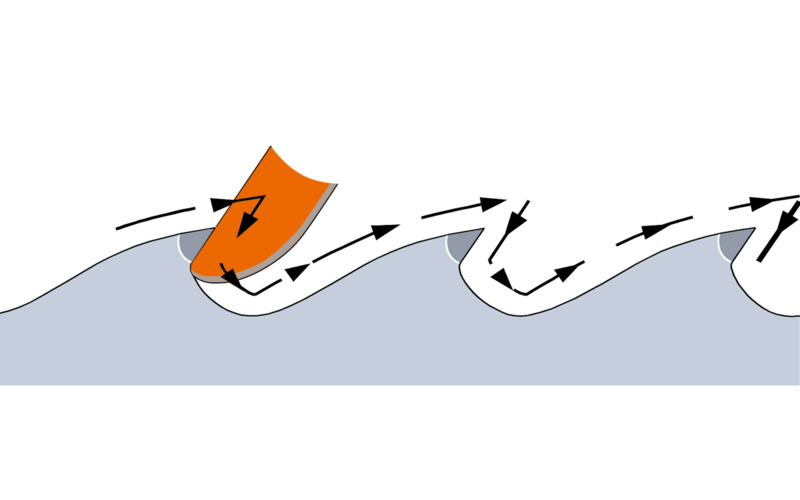
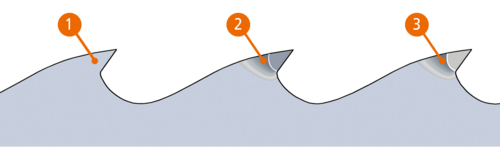
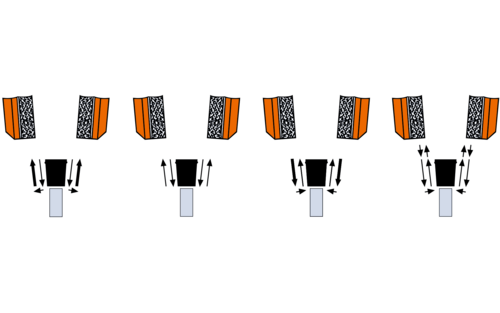
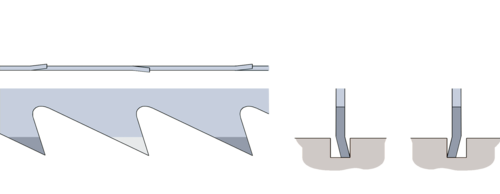
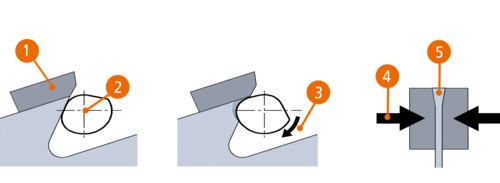
Además del arduo estelitado manual se distinguen dos tipos de estelitado automáticos: el procedimiento de soldadura por resistencia y el procedimiento de soldadura por plasma. En el último caso, se calienta el diente de la sierra y se funde la cantidad necesaria de estelitado. El Stellite® se funde para que pase al estado líquido y se conduce hacia las mordazas de molde donde el diente en bruto obtiene la forma de diente acabado. Los trabajos de afilado necesarios se reducen al mínimo. Frente al procedimiento por resistencia, la soldadura por plasma totalmente automática es especialmente favorable porque puede obtenerse una capa de unión totalmente fija entre el Stellite® y el material base. Por último, la reparación y el reequipamiento son más económicos, ya que el nuevo Stellite® se aplica fácilmente sobre los dientes que quedan y se suprime el costoso afilado del Stellite® restante.
Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?