


We detected, that your browser supports another language than the called one. This page is also available in your language! Would you switch to this page in your language?
Systco Steps Into New Sectors With Vollmer 2023-09-06
to overview




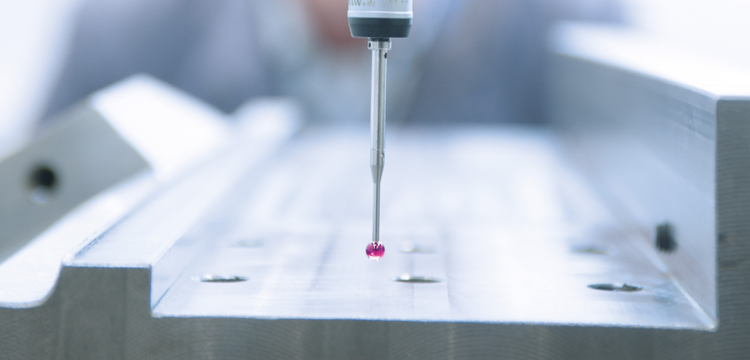
Darrell Hughes founded South Yorkshire Saw & Tool Co in 1974 as a small saw blade sharpening and ancillary supply company. Wind forward almost 50 years from the inception of a company working out of a two-bay garage - the transformation of the Doncaster company is beyond all comprehension. Everything has changed. The company name, the facility, the industries served, the manufacturing processes – in fact, the only remaining constants are the long-serving personnel, the family ownership – and the sharpening technology from Vollmer UK.
Changing its name in 1992 to Systco Unilap, the saw blade sharpening company acquired its first Vollmer machine in the late 1970s and has bought a complete suite of German-built machines over the years. Initially serving local customers, Systco has invested in state-of-the-art technology and automation. The result is that the company now manufactures more than 5,000 product lines that are shipped around the UK daily. Unilap utilises its automated CNC technology to manufacture everything from circular saws, TCT and PCD tipped rotary tools and solid carbide tools that encompass everything from routers, profile tools, boring bits, grooving, rebating and spindle tools plus much more. To manufacture the countless product lines with thousands of new, re-sharpened and serviced tools being delivered each week, the company has 11 Vollmer machines – three were delivered in 2022.
Longstanding experts in the woodworking and metal-cutting industries, Unilap has transitioned this mastery into specialist tooling solutions for the automotive, aerospace and composite sectors. With 25% annual post-Covid expansion in traditional markets and growth in new segments, Unilap needed capacity and a Vollmer CHX840 with an HS loading system was delivered in April 2022. This was rapidly followed by a Vollmer QXD250 with the HC5 loader in July and then a Vgrind 260 with an HC4 loading system in October.
The reasoning behind the CHX840 and the QXD250 was simple. The automated CHX840 saw blade sharpening machine was purchased to add unmanned ‘lights-out’ running and alleviate capacity on the 22-employee company’s other saw blade manufacturing and servicing machines. Likewise, Unilap already had a nine-year-old Vollmer QXD200 machine running around the clock, so upgrading to a brand-new QXD250 would add capacity. It would also support the rapid growth in the metalworking industry and give continuity of supply in the event of planned maintenance or machine downtime on the existing QXD200. However, the Vgrind 260 was a completely new technology and a leap of faith for Unilap. As Managing Director Carl Hughes says: “We have been buying Vollmer machines for over 40 years and we love the brand. The build quality, innovation, reliability and the ability to outperform all other machines is what keeps us buying Vollmer. However, the Vgrind 260 was a completely new concept for us and a huge leap of faith – but it’s a leap we are delighted we made.”
Prior to the arrival of the Vgrind 260, Unilap was manufacturing solid carbide round tools as well as servicing and re-grinding customers’ end mills, drills, reamers and a vast array of special tools on two alternate machines. The two manually loaded grinding centres were permanently manned by one employee who would switch between machines to load/unload tools and continually programme, change and set up the grinding wheels for the vast array of tools passing through the workshop each week.
A paradigm shift
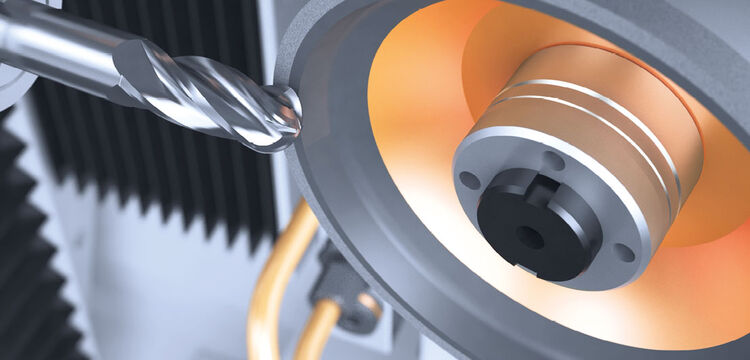
Delivered in October, the Vgrind 260 with the HC4 chain magazine loader incorporates Vollmer’s unique multi-layer machining concept that has two vertically positioned grinding spindles on the C-axis pivot point. Each grinding spindle has a four-wheel grinding pack that sees the machine wheel exchanger loaded with a total of eight wheel sets that are automatically changed and probed – giving Unilap never before seen levels of flexibility and automation.
Commenting upon this innovation, recently appointed General Manager Bob Young, an established and well-respected figure in the cutting tool industry says: “The Vgrind 260 has been a revelation for our business. The transition of rotary carbide tools from our other CNC machines to the Vgrind has been seamless. The NUMROTOPLUS software platform makes programming easy, as it combines simulation and collision
monitoring in an intuitive control panel. This is perfect for processing new tools and moving existing tools from our other machines has proven to be simplistic.”
Like any manufacturer that produces and services cutting tools, set-up times can diminish profitability, prolong lead times and require significant staff input – not with the Vgrind. As Bob Young continues: “Previously, we would have to schedule and allocate particular tools to respective machines to minimise the changeover of grinding wheels, collets and re-programming. Now, we can load up the HC4 Plus chain magazine with a range of different tool diameters and the Vgrind will just run.”
Manufacturing 1-offs to batches of new tools as well as regrinding tools on short lead times, and turnaround times to get the first-off tool from the machine are critical. As Bob adds: “The machine set-up time can be time and labour intensive. The Vgrind 260 has slashed our time to get ‘first-off’ tools off the machine by more than 80% - this is an incredible saving. The ability to rapidly set up and run a complete mix of tools automatically on the HC4 Plus automation system doesn’t only slash our set-up and first-off times, it gives us very easy access to ‘lights-out’ production.”
The Vollmer HC4 automation system can accommodate up to 158 round shank tools of different diameters with automatic collet changing to suit the tool diameter, or up to 52 HSK-A63 tool holders. “The versatility of the Vgrind 260 and HC4 enables us to produce 100% of our tools with minimal set-up times. All our new tools run through the Vgrind, as it provides better quality, consistency, surface finishes and tighter tolerances through its vastly superior construction. Our knowledge of the machine improves every week, and as it does, our productivity increases. As a business, we are now using the older machines for tool servicing and the Vollmer will provide new tool production capacity as we continue to grow.”
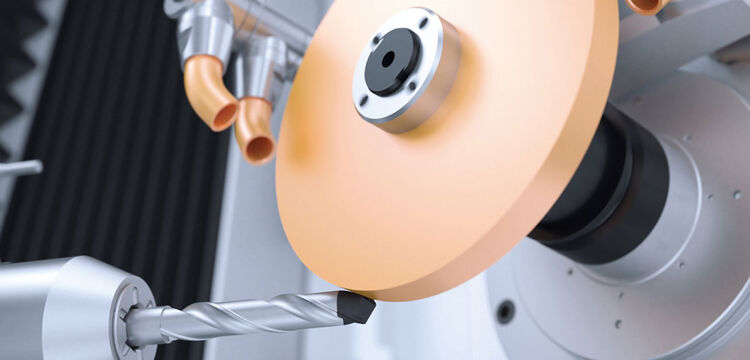
Whilst the Vgrind machine was purchased to add solid carbide rotary tool capacity, the new QXD250 was installed to underpin the growth of the PCD tipped tool division. Before the arrival of the QXD250, the existing QXD200 machine was running 24 hours a day and 6 days a week – giving the company no opportunity to grow. Additionally, any time-consuming complex tools would create a bottleneck. As Bob adds: “Despite the complexity of the PCD tools we produce, our lead times would be 2 to 3 weeks for a new tool with existing re-tipping and servicing tools often having a lead time of around one week. With the new QXD250, we can reduce the lead times to less than 1 week – and in many instances 2 to 3 days.” The QXD250 was supplied with the HC5 automation system that can accommodate 28 tools up to 320mm in diameter and 250mm long with a weight of up to 25kg. Offering 24/7 unmanned running, the new QXD250 at Unilap is frequently running non-stop for 5 to 6 days unmanned.
Comparing the new generation QXD250 to the company’s existing 9 year old QXD200, Bob says: “The QXD200 is an impressive machine, but the leap forward in technology with the new QXD250 is incredible. The QXD250 incorporates Vollmer’s new VPulse EDM generator that is increasing our cutting speeds by up to 40% whilst delivering vastly improved surface finishes up to 0.1μRa. From a software perspective, the machine has a Windows-based interface with the ExLevel PRO software that makes programming the machine much easier with its flexibility and intuitive interface. We can programme tools 50% faster than before. Added to this, the enhanced probing technology can now probe a tool in 3 minutes as opposed to 30 minutes on the previous machine. When you add all of these factors together, the new QXD250 is at least 50% more productive than its predecessor and the overall comparative time saving can be up to 70 to 80% when you add in the programming, set-up and probing efficiencies.”
In conclusion, Bob says: “The new investment in state-of-the-art technology from Vollmer is a statement of intent from Unilap, as we aim to expand our presence in particular metal cutting sectors like the aerospace, automotive and composite machining sectors. The complexity of tools in the woodworking industry has always been far advanced to the metal cutting industry and as we enhance our footprint in these new sectors, customers are blown away by what we can produce and the quality we can provide. With the new Vollmer investment, we now also can deliver this unfathomable quality with impressive lead times.”

Systco Steps Into New Sectors With Vollmer
Systco Steps Into New Sectors With Vollmer
Press information
ZIP,
2 MB
Your Contact
VOLLMER WERKE Maschinenfabrik GmbHPhone+49 7351 / 571 - 0
AddressEhinger Straße 34
88400 Biberach/Riß
Germany
88400 Biberach/Riß
Germany