


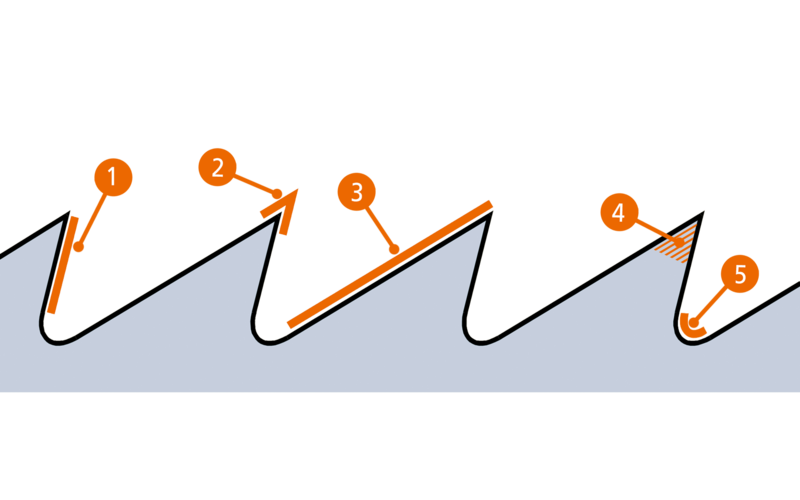
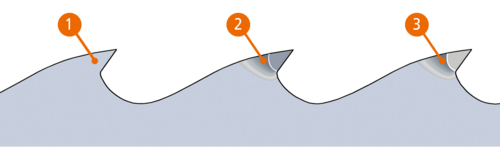
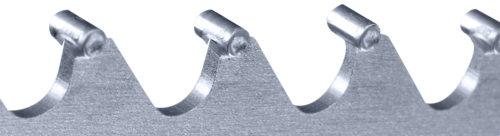
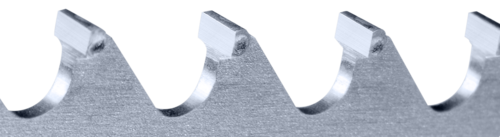
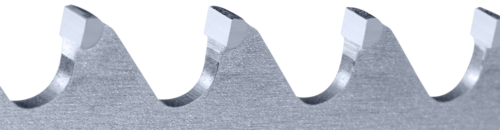
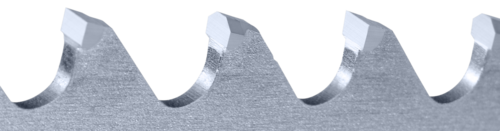
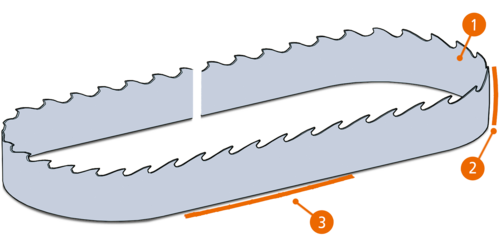
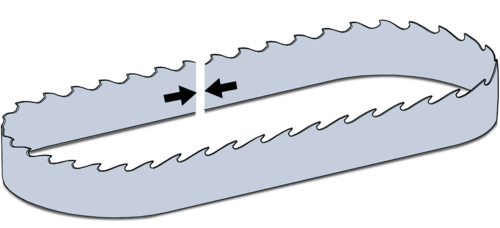
On entend par stellitage la procédure consistant à appliquer de la stellite® sur la pointe des dents de la scie. Ainsi, la résistance à l'abrasion est augmentée au niveau de la coupe de la scie, ce qui entraîne à son tour une augmentation de la production de la machine, une plus grande précision de coupe et une réduction des temps de réglage.
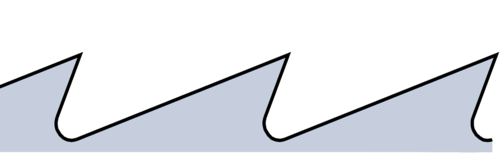
Le stellitage constitue en particulier un avantage lorsqu'il s'agit de scier des bois extrêmement abrasifs et durs. Le type de stellite® n° 12 (composé de 59 % de cobalt, de 29 % de chrome, de 9 % de tungstène et de 1,8 % de carbone) s'est avéré le meilleur pour le traitement du bois. Il est résistant à l'usure, pas trop fragile et peut être affûté sans problème. Il est également possible d'utiliser dans certains cas de la stellite® n° 1 : un alliage très dur principalement utilisé pour scier du bois présentant une haute teneur en silice.
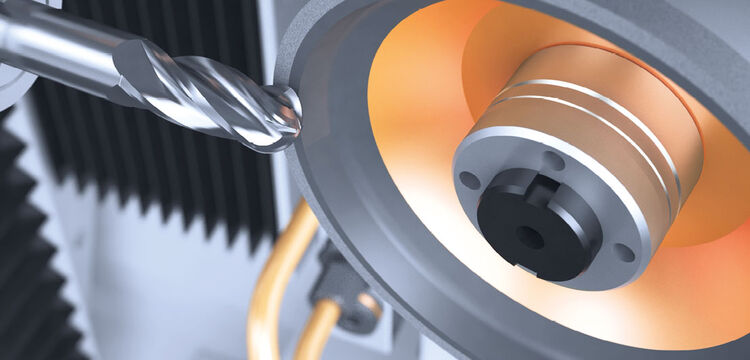
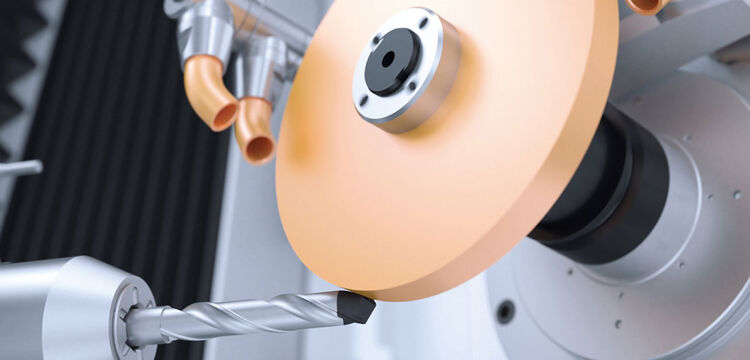
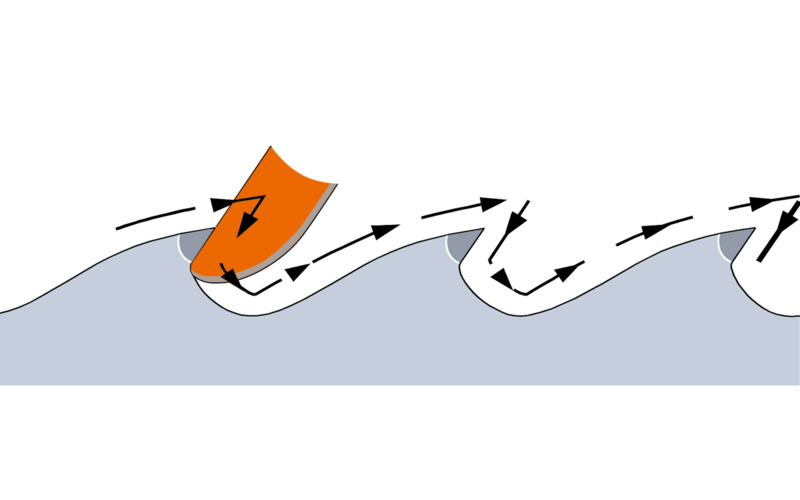
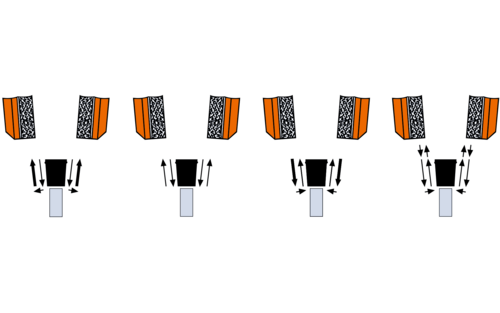
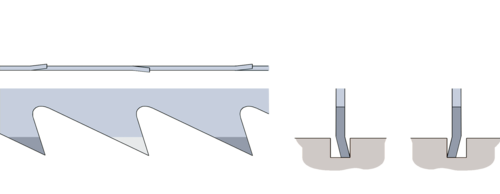
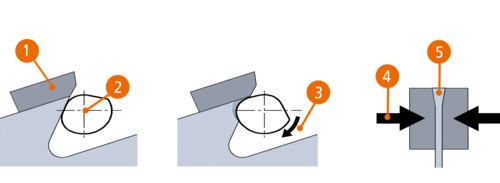
Outre le stellitage effectué manuellement, il existe deux types de stellitage réalisés à la machine : le processus de soudage par résistance et au plasma. Dans ce dernier cas, la dent de scie est chauffée et la quantité de stellite requise est appliquée. La stellite® est acheminée sous forme liquide dans les mors de préformage et la dent brute prend alors la forme d'une dent finie. L'opération d'affûtage nécessaire s'en trouve ainsi réduite au minimum. Par rapport à la méthode par résistance, le soudage au plasma entièrement automatique présente l'avantage de constituer une couche de liaison absolument solide entre la couche de stellite® et le matériau de base. Dernier avantage non négligeable, la réparation ou le remplacement de composants s'avère peu onéreux car la nouvelle stellite® est simplement appliquée sur la dent encore présente et élimine la nécessité de procéder à une coûteuse rectification de la stellite® résiduelle.

Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?