




We detected, that your browser supports another language than the called one. This page is also available in your language! Would you switch to this page in your language?
MACHINING, MAINTAINING AND SHARPENING CIRCULAR SAW BLADES CORRECTLY Know-how circular saws
Professional care and maintenance is the key to an effective and productive use of your carbide or high-speed steel circular saws. With the correct sharpening technique and machinery this is no problem.
SHARPENING THE TOOTH FACE OF CARBIDE-TIPPED CIRCULAR SAW BLADES
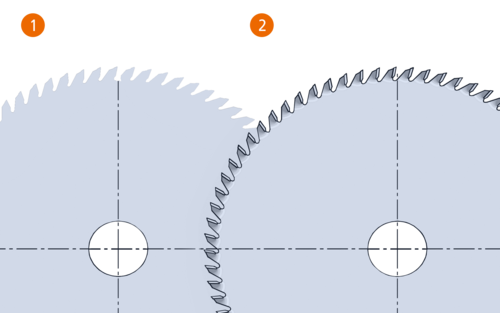
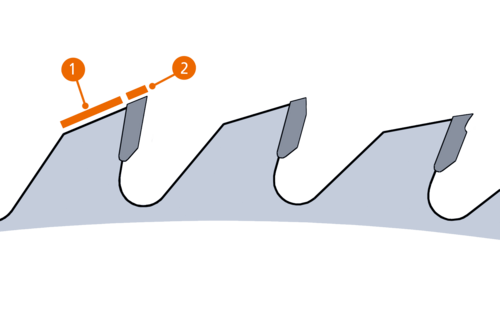
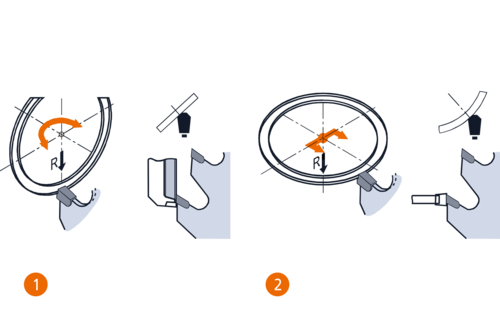
Usually tooth faces of circular saw blades are sharpened straight; however sometimes they are also sharpened at an angle.
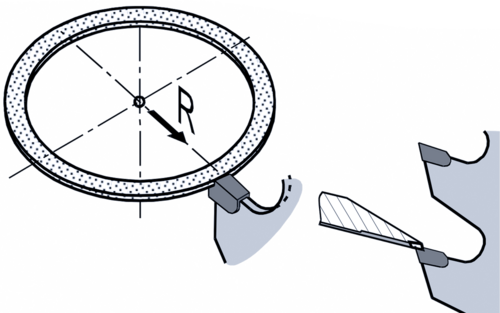
Tooth face machining also includes hollow face grinding. This is carried out using a grinding point at high speed. However, this method cannot be used for every circular saw blade. There must be a certain amount of chip space available in order to be able to sharpen the tooth face using peripheral grinding. In particular, it must be ensured that the grinding point is positioned exactly in the middle of the saw blade diameter and the cutting width.
With the correct grinding machines for machining tooth faces and tooth tops, you can achieve perfect sharpening results!
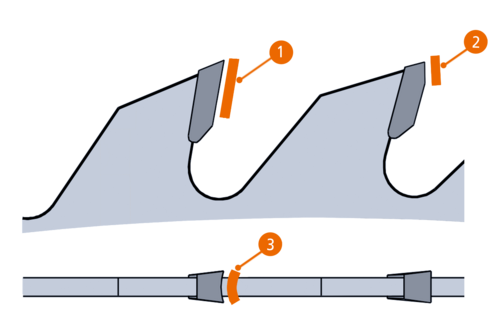
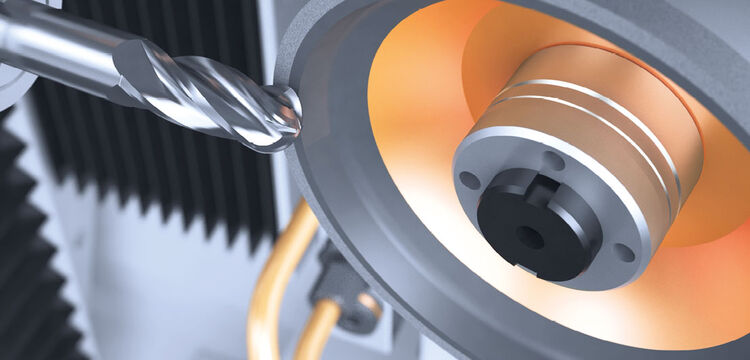
GRINDING THE TOOTH TOP OF CARBIDE-TIPPED CIRCULAR SAWS
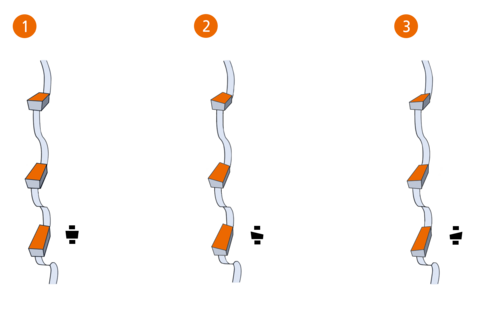
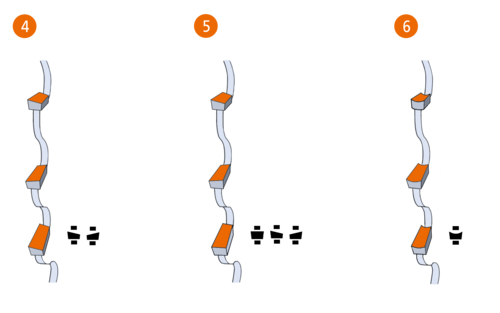
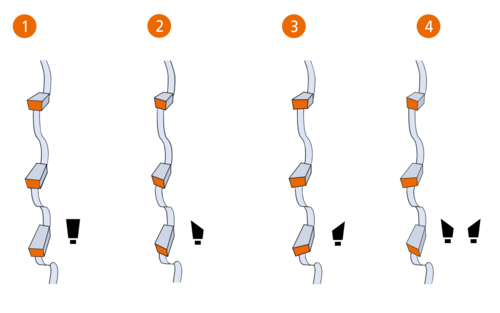
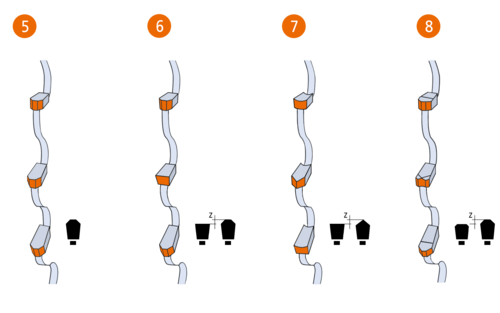
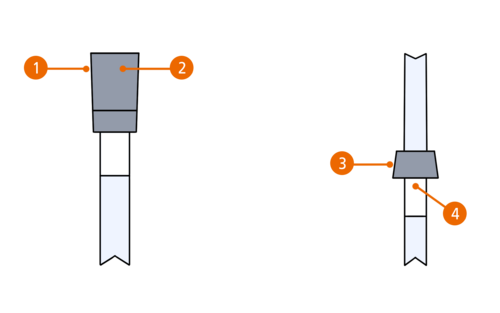
Sharpening the tooth top can be done in a wider variety of ways than grinding the face of the teeth. The geometries can be designed to be straight to almost round, depending on the range of applications of the carbide-tipped circular saw blade. The tooth top is sharpened with a face or peripheral grinding process.
Sharpening using a face grinding procedure is particularly time-saving. Using this method, the grinding wheel must simply be turned through a certain angle in order to produce a wide range of tooth shapes (such as trapezoidal, roof, etc.).
Whatever geometries you require, the right machinery can meet any requirement.
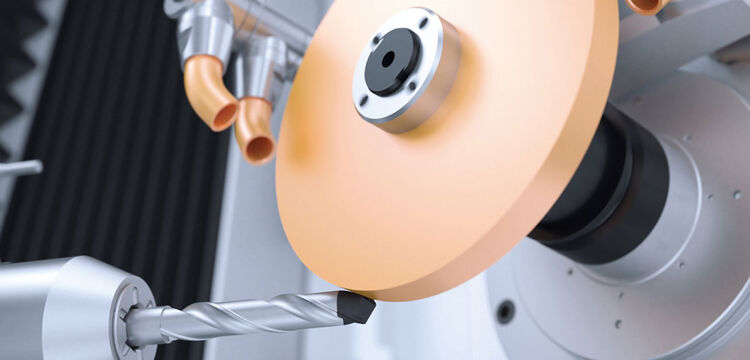
SIDE GRINDING OF CARBIDE-TIPPED CIRCULAR SAW BLADES
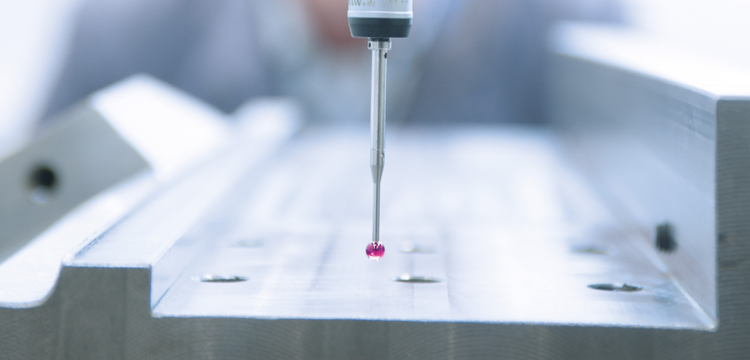
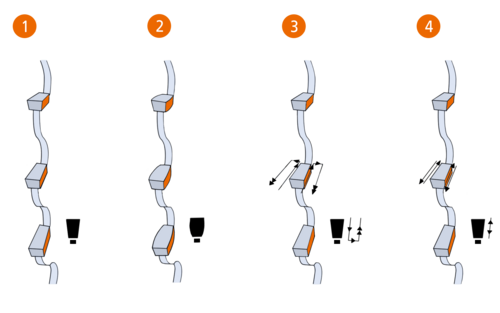
The sides of saw teeth are ground to a tapered shape in the cutting and feed direction, in order to prevent the cutting edges from pressing into the material. The precision of the tooth sides significantly influences the surface quality. Sharpening is carried out once when the circular saw blade is manufactured using a face grinding or peripheral grinding process.

SOLDERING CARBIDE-TIPPED CIRCULAR SAWS
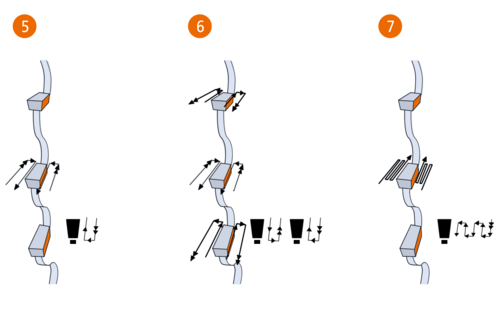
The body of carbide-tipped circular saw blades consists of pretensioned tool steel. Raw saws have a tooth pocket, onto which no cutting plates made of carbide can be precisely soldered. Soldering takes place during production using automatic machinery. However, for service work, it is carried out manually with the aid of machines, as this only involves replacing individual broken cutting edges. Silver or a sandwich alloy is used as solder.
Resistive-soldering equipment is used most frequently during repairs on circular saw blades. Defective teeth can also be removed with this equipment.