


Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?
Afilado y mecanizado óptimo de las herramientas de PCD
Un mecanizado eficiente y altamente preciso es la clave para la fabricación de sus herramientas rotativas de PCD.
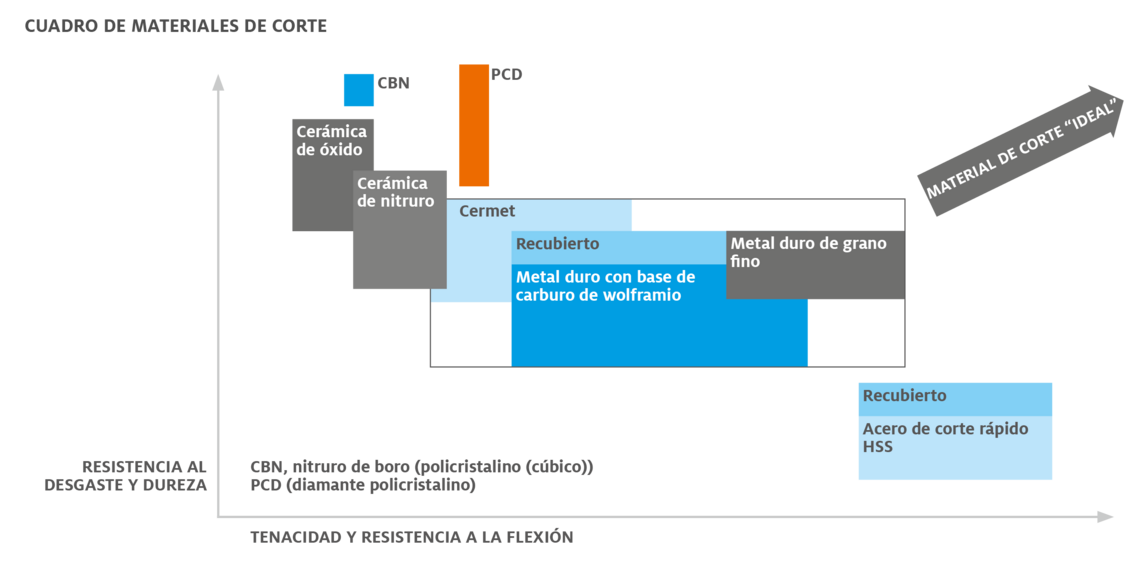
¿Qué es el PCD?
El PCD (diamante policristalino) es un material de corte de diamante elaborado sintéticamente que se emplea en el mecanizado de madera, plástico y metal. El material destaca principalmente por su elevada dureza y su gran resistencia a la abrasión.
- Una vida útil más prolongada (se necesitan menos procesos de afilado)
- Mayor velocidad de corte (mecanizado más rápido)
- Pueden mecanizarse materiales altamente abrasivos (mayor rango de aplicación)
- Calidad continuada (mejores tolerancias, elevada calidad de superficie, menos residuos)
Procedimiento de erosión para herramientas rotativas de PCD
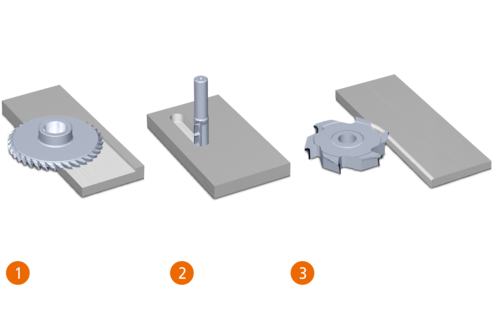
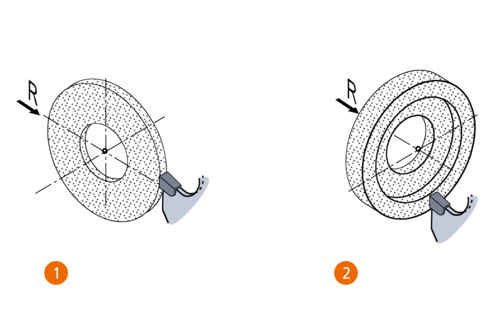
Básicamente existen tres tipos de procedimientos de erosión: la erosión por penetración, la erosión por hilo y la erosión por disco/rotación.
La erosión por hilo y la erosión por disco/rotación funcionan conforme al mismo principio de erosión y obtienen mejores resultados en cuanto a precisión y calidad de superficie.
Las diferencias residen en la forma de los electrodos y en su utilización. Así, algunas formas de diente y de filo pueden mecanizarse únicamente mediante uno de estos procedimientos: p. ej., con el procedimiento de erosión por hilo no pueden erosionarse flancos del diente, pero sí contornos más finos y radios (tanto exteriores como interiores).
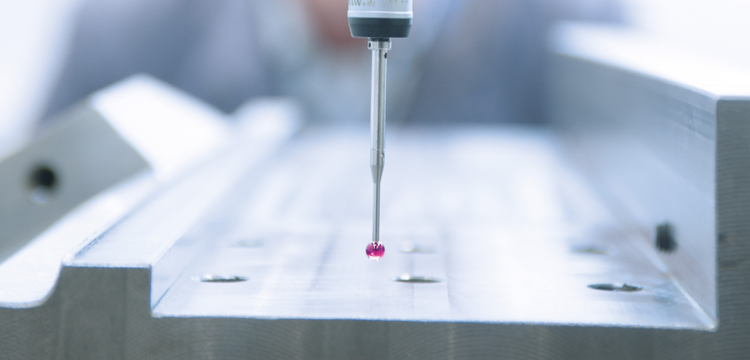
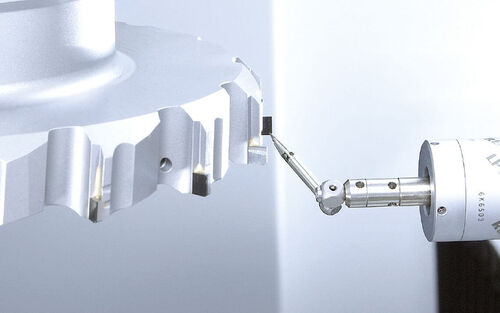
Medición de herramientas rotativas de PCD
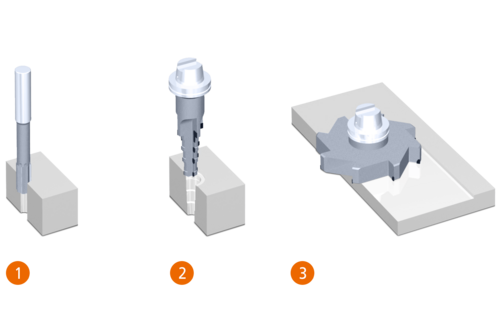
Para determinar la posición y el tamaño de los filos de PCD, antes de cada procedimiento de erosión debe efectuarse una medición totalmente automática de la pieza de trabajo fijada en la máquina. Para ello, se especifica para la máquina de erosión únicamente un punto por filo. A continuación, la máquina palpa por sí sola varios puntos en el filo en función del valor ajustado. Incluso los perfiles más difíciles pueden medirse de esta manera.
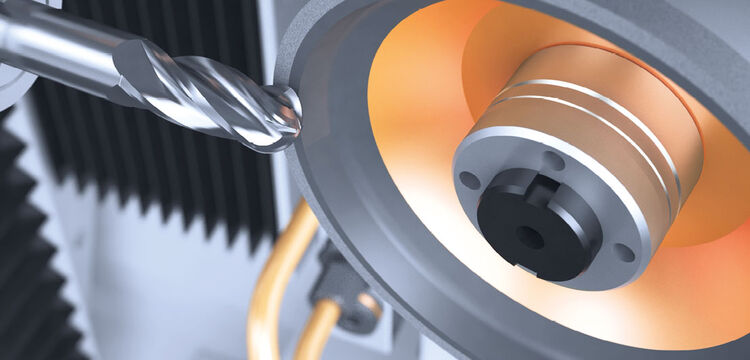
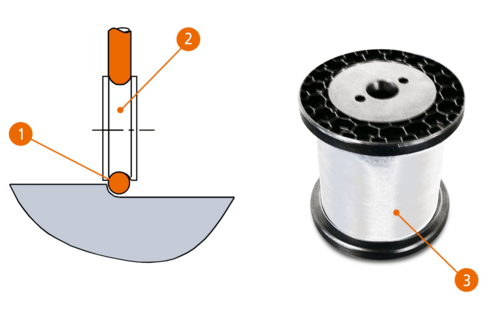
Erosión por hilo de herramientas rotativas de PCD
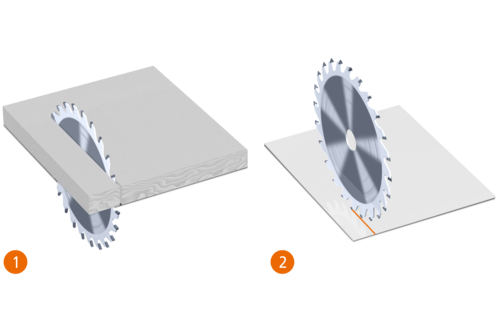
Durante la erosión por hilo se utiliza un hilo de erosión como electrodo. Para ello, lo más apropiado es el cobre y la aleación de cobre. Algunos de estos hilos están cubiertos por una capa de cinc, la cual aporta un mejor rendimiento de corte en determinados materiales.
El arranque por electroerosión se realiza entre el electrodo de hilo continuamente renovado y el filo de PCD a una distancia mínima. El electrodo de hilo es conducido a través de dos prismas conforme a los filos de la herramienta. El pequeño radio del hilo permite trabajar radios de hasta 0,1 mm en la herramienta.
El resultado: contornos y perfiles más finos.
¡Descubra la máxima precisión y potencia!
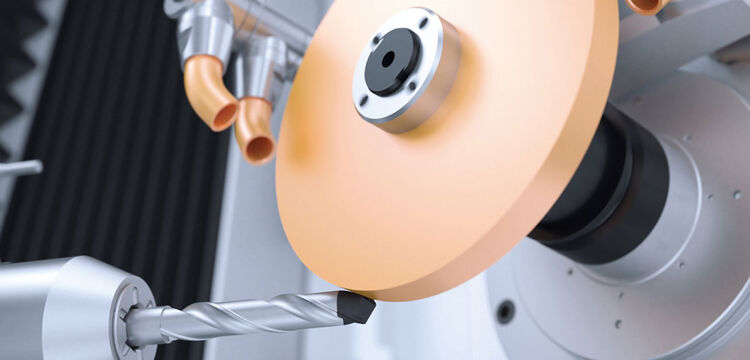
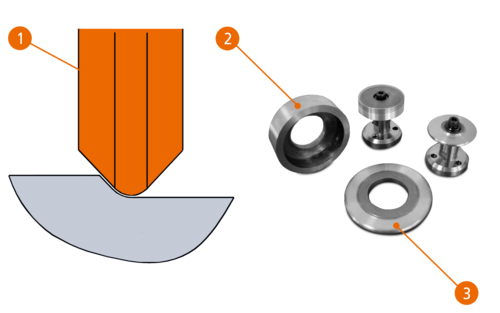
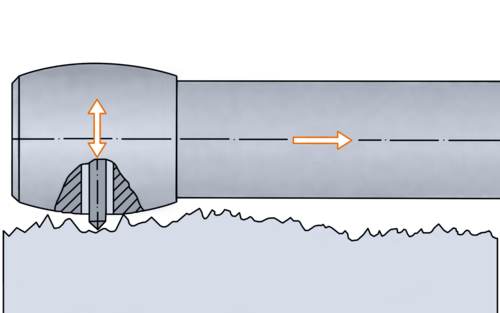
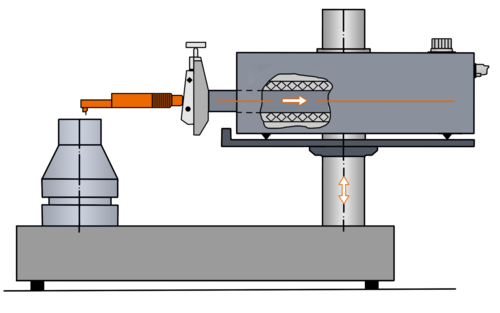
Erosión por disco de herramientas rotativas de PCD
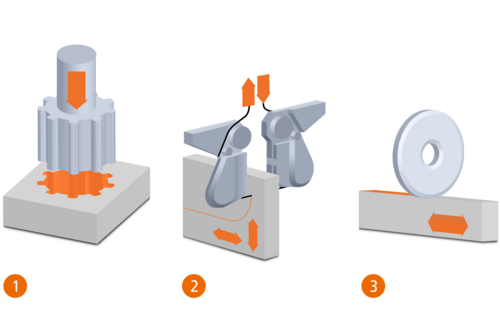
En la erosión por disco/por rotación, el arranque tiene lugar entre el electrodo de rotación y el filo de PCD a una mínima distancia.
Como electrodo, lo más apropiado es la aleación de cobre. El material del disco debe ser fácil de mecanizar para facilitar el rectificado del electrodo de disco.
Para distribuir el desgaste del electrodo en una superficie lo más grande posible y mantener la geometría del electrodo constante, el disco efectúa un movimiento giratorio durante la erosión. Los electrodos de rotación se fijan y se rectifican directamente en la máquina. Así, se obtiene una marcha concéntrica óptima, ya que la herramienta de rectificado está colocada sobre la bancada de la máquina. La ventaja de la erosión por disco es que puede erosionarse tanto con el perímetro como con el frente de un electrodo de rotación y, con ello, pueden mecanizarse también las superficies de flancos.
Descubra todas las posibilidades:
Máquinas de erosión por disco para el mecanizado completo de herramientas con revestimiento de PCD.
Medición/comprobación de herramientas rotativas de PCD
Medición de proyección:
Las exigencias de precisión de las herramientas son muy altas. Por esa razón, hay máquinas de medición con las cuales puede proyectarse una imagen de la herramienta en la pantalla. Las dimensiones se visualizan a través de la carrera de desplazamiento de la herramienta con ayuda de un ordenador de mediciones.
Medición óptica:
Para determinar con precisión el diámetro de la herramienta, es necesario realizar una medición con cámara o láser. El margen de precisión de este procedimiento es de 1/1000 mm.
Medición de superficie:
La superficie se puede medir con un sistema de palpación con patín o con superficie de referencia. Con el sistema de palpación mediante superficie de referencia se comprueba no solo la rugosidad sino también la ondulación de la superficie. Para ello, un diamante con una punta de 2 µm palpa la superficie y registra cualquier irregularidad en la pieza de trabajo por pequeña que sea. Para la medición de las superficies en las plaquitas de PCD, el valor de rugosidad se refiere al valor de superficie Ra. Los cantos de filo en las herramientas con revestimiento de PCD se evalúan visualmente: la nueva técnica permite evaluar las superficies, así como la calidad de los cantos de filo, mediante una cámara de alta resolución.

En VOLLMER trabajamos día a día y de forma muy intensa en los perfiles, filos y geometrías complejas de las modernas herramientas rotativas de PCD. De forma consecuente examinamos y probamos nuevas tecnologías y procesos para seguir optimizando el mecanizado y la producción. Esto nos brinda unos conocimientos que con mucho gusto compartimos en forma de asesoramiento específico y nos permite ofrecer productos ajustados totalmente a las necesidades de cada cliente.

Su persona de contacto
¿Tiene alguna pregunta para VOLLMER? ¿Le gustaría tener más información sobre nuestros productos o desea una oferta individual? ¡Llámenos!Teléfono+34 937 714570
Correo electrónicovollmer-iberica@vollmer-group.com
DirecciónVOLLMER IBERICA S.L.U.
C/Miquel Servet, 5
Pol. Ind. Sesrovires
08635 Sant Esteve Sesrovires (Barcelona)
C/Miquel Servet, 5
Pol. Ind. Sesrovires
08635 Sant Esteve Sesrovires (Barcelona)