


Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?
Правильная заточка, обработка и уход за дисковыми пилами Ноу-хау для дисковых пил
Профессиональная обработка и обслуживание инструмента — ключ к эффективному использованию твердосплавных дисковых пил и пил из быстрорежущей стали (HSS). С правильным оборудованием и технологией это не вызовет никаких проблем.
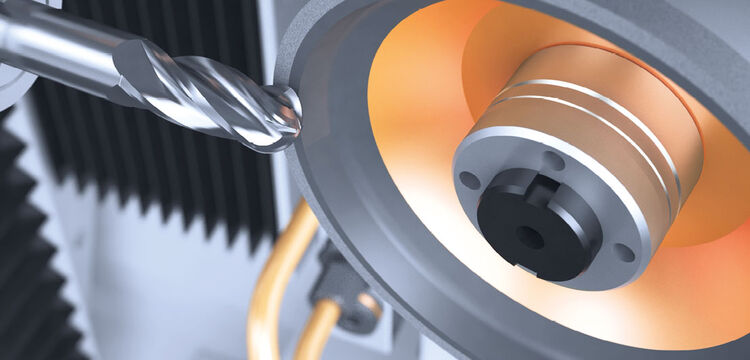
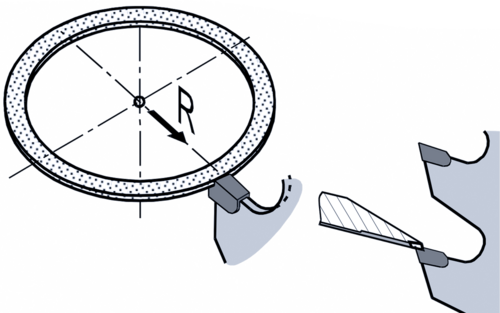
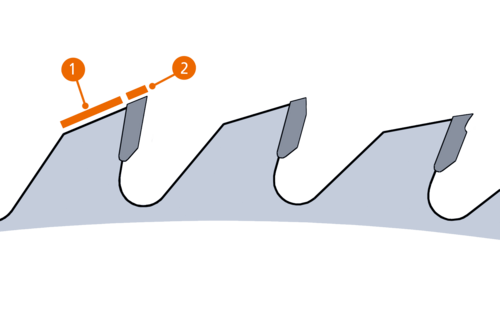
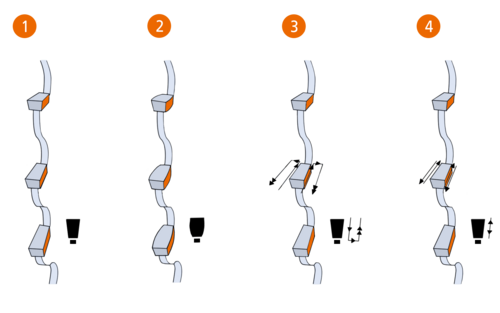
Заточка дисковых пил с твердосплавными напайками по передней грани
Заточка зубьев по передней грани выполняется, как правило, прямолинейно, но возможна и заточка под углом.
К обработке зубьев по передней грани относится также шлифование вогнутой передней грани. Оно осуществляется при помощи шлифовального штифта с высокой частотой вращения. Однако этот метод применим не для всех дисковых пил. Между зубьями должна иметься впадина, размер которой должен быть достаточен для периферийного шлифования передней грани. В частности, необходимо следить за тем, чтобы шлифовальный штифт был установлен точно по центру толщины диска и ширины реза.
С подходящими шлифстанками для обработки передней и задней граней вы гарантированно добьетесь превосходных результатов!
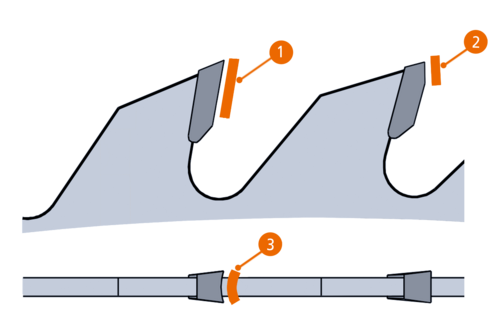
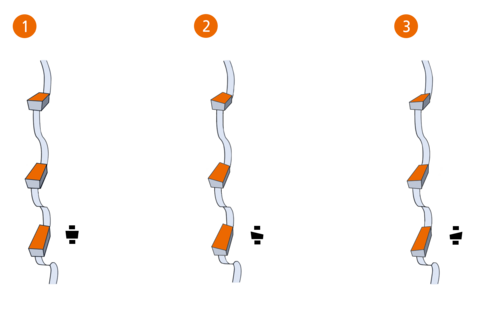
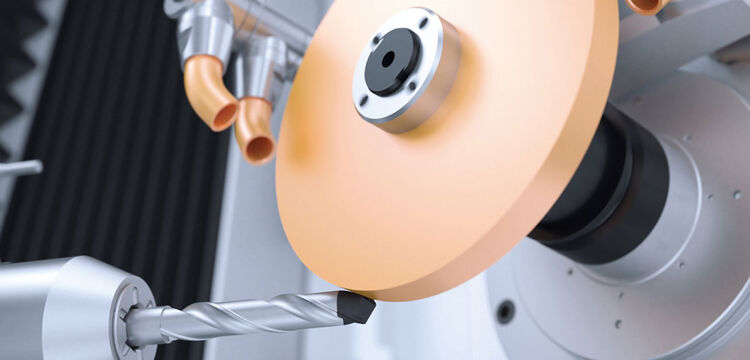
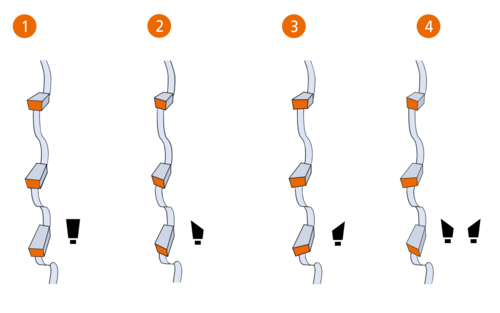
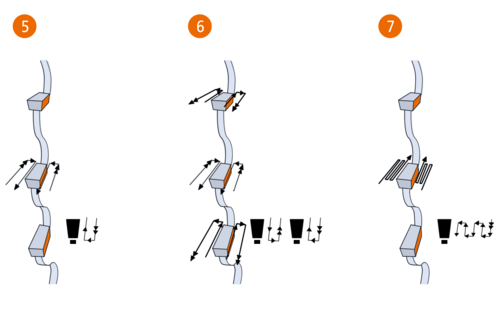
Шлифование дисковых пил с твердосплавными зубьями по задней грани
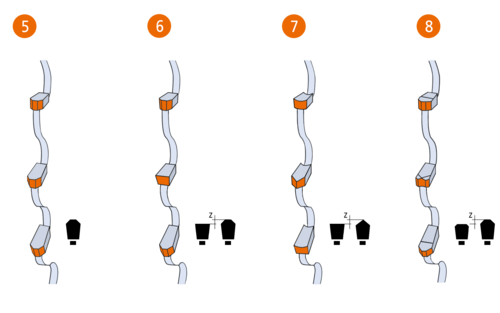
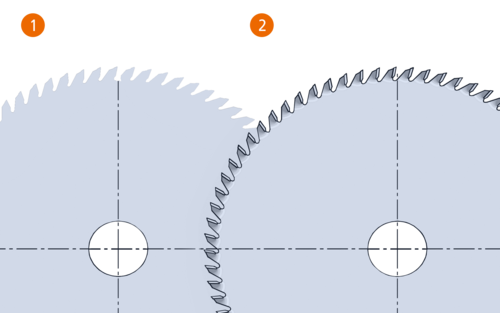
Шлифование задней грани отличается большим многообразием по сравнению с шлифованием передней грани. Профиль зуба может меняться от прямого до почти круглого — в зависимости от области применения дисковой пилы с твердосплавными напайками. Задняя грань затачивается методом торцового или периферийного шлифования.
Метод торцового шлифования отличается особенной быстротой обработки. Для изготовления зубьев самой разнообразной формы (трапециевидной, треугольной и т. д.) по этому методу нужно лишь поворачивать шлифовальный круг на определенный угол.
На правильно выбранном шлифовальном станке можно обработать инструменты любой нужной вам формы.
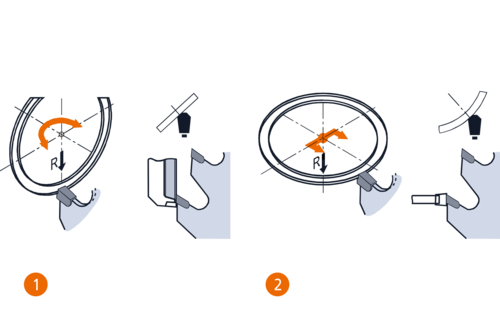
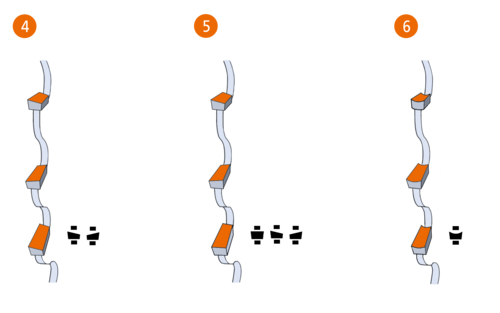
Шлифование дисковых пил с твердосплавными напайками по боковым граням
Боковые грани зуба шлифуются с сужением в направлении резания и подачи, чтобы избежать вдавливания режущей кромки в материал. Таким образом, точность обработки боковых граней является определяющей для качества поверхности. Шлифование выполняется при изготовлении дисковой пилы однократно методом торцового или периферийного шлифования.
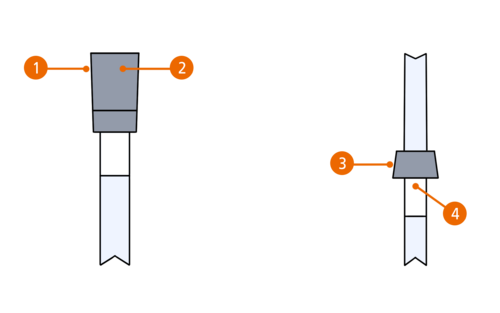

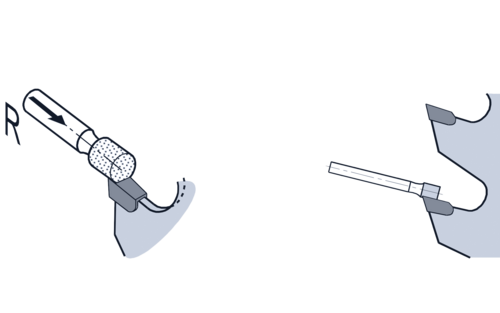
Напайка твердосплавных пластин на зубья дисковых пил
Тело полотна дисковых пил с твердосплавными напайками изготавливается из предварительно напряженной инструментальной стали. Заготовки пил предусматривают наличие гнезд под твердосплавные пластины. На производстве пайка осуществляется автоматически, при сервисных работах — вручную на станке, так как в данном случае требуется заменить только отдельные поврежденные зубья. Для пайки используется серебряный или слоистый припой.
При восстановлении дисковых пил чаще всего используется установка для пайки электросопротивлением. Она позволяет также удалять поврежденные зубья.

Ваше контактное лицо
Есть вопросы к VOLLMER? Хотите узнать больше о нашей продукции или получить индивидуальное коммерческое предложение? Просто позвоните нам!Телефон+ 7 495 1501112
Эл. почтаinfo-rus@vollmer-group.com
АдресOOO "Фолльмер Рус"
115432, Россия, г. Москва,
проспект Андропова, д.18,
корпус 6, этаж 5, офис 5-09
115432, Россия, г. Москва,
проспект Андропова, д.18,
корпус 6, этаж 5, офис 5-09