


Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?
Właściwe ostrzenie, obrabianie i utrzymywanie pił tarczowych w należytym stanie Know-how – piły tarczowe
Profesjonalne postępowanie i dbałość o narzędzia to klucz do efektywnego i produktywnego zastosowania pił tarczowych z węglików spiekanych lub stali HSS. Odpowiednia technika szlifowania oraz maszyna łatwo rozwiąże ten problem.
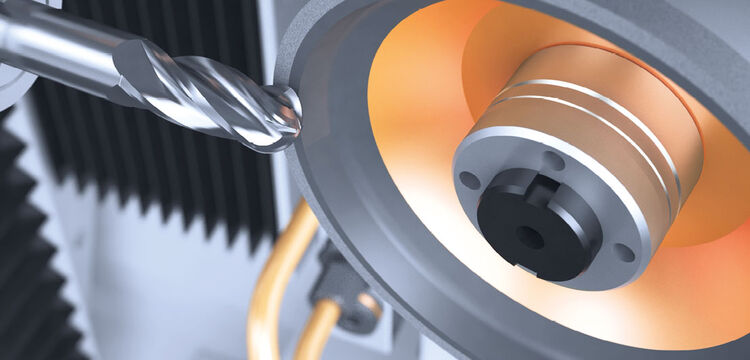
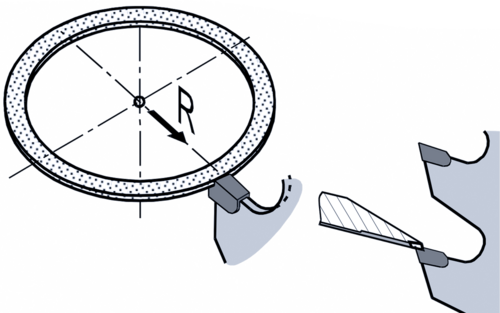
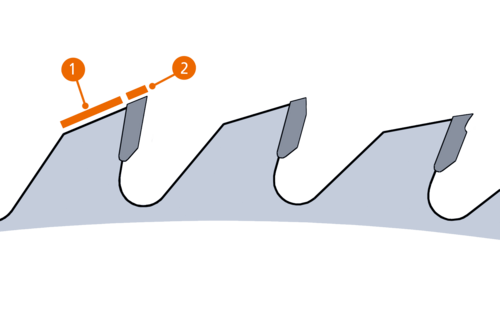
Ostrzeżenie powierzchni natarcia tarcz do pilarek z krawędziami tnącymi z węglików spiekanych
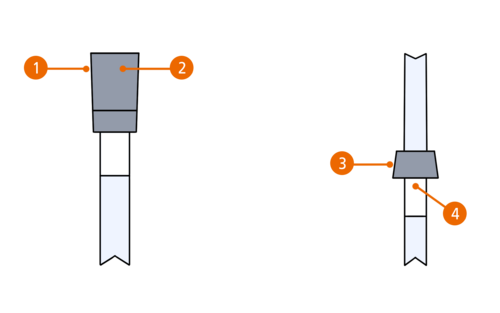
Ostrzeżenie powierzchni natarcia jest najczęściej wykonywane pod kątem prostym, ale czasami również skośnie.
Obróbka powierzchni natarcia obejmuje również ostrzeżenie powierzchni wklęsłych. Ostrzenie jest wykonywane ściernicą trzpieniową przy wysokiej prędkości obrotowej. Metody tej nie można zastosować dla każdej tarczy do pilarek. Aby przeprowadzić ostrzenie powierzchni natarcia przez szlifowanie obwodem ściernicy, niezbędna jest odpowiednia przestrzeń pomiędzy zębami. W szczególności należy zwracać uwagę, aby ściernica trzpieniowa była ustawiona dokładnie w osi symetrii zęba.
Dzięki dopasowanym szlifierkom do obróbki powierzchni natarcia oraz powierzchni przyłożenia uzyskasz perfekcyjne rezultaty!
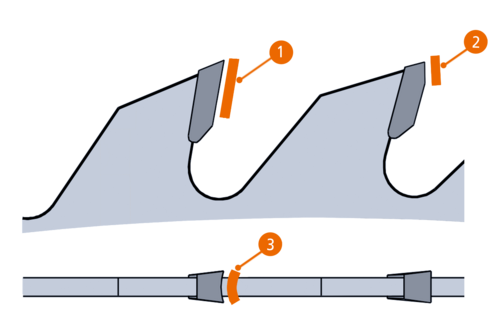
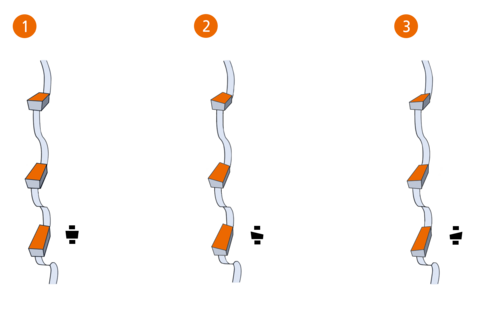
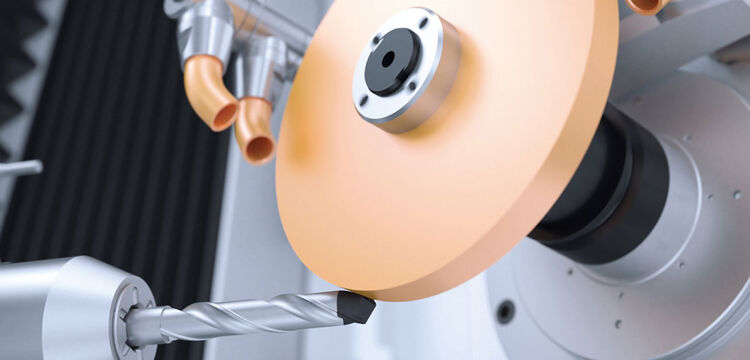
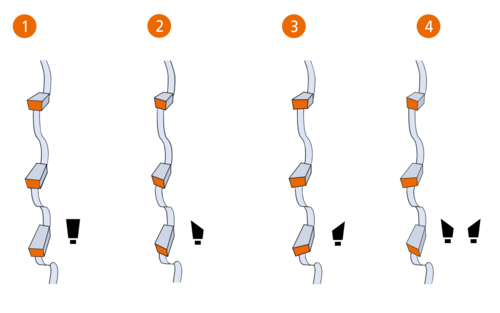
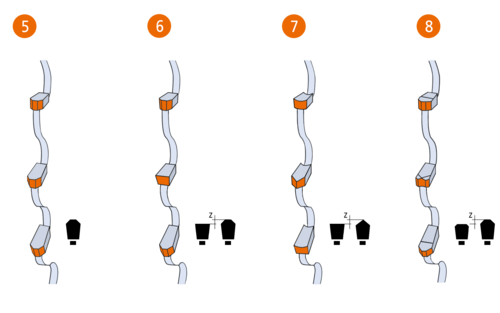
Ostrzenie powierzchni przyłożenia pił tarczowych z krawędziami tnącymi z węglików spiekanych
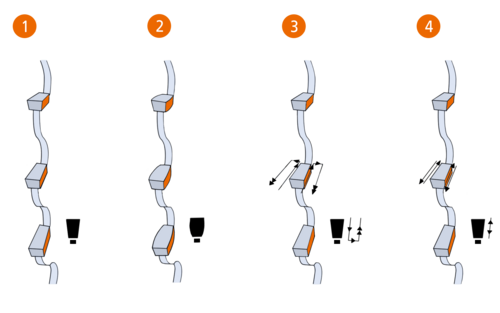
Od szlifowania powierzchni natarcia bardziej zróżnicowane jest ostrzenie powierzchni przyłożenia. Można wykonywać geometrie od prostej po prawie obłą – w zależności od zakresu zastosowania tarczy do piły tarczowej z krawędziami tnącymi z węglików spiekanych. Powierzchnia przyłożenia jest ostrzona metodą szlifowania czołowego lub obwodowego.
Ostrzenie metodą szlifowania czołowego jest szczególnie oszczędne czasowo. W tej metodzie, w celu wykonania najróżniejszych kształtów zęba (trapez, trójkąt itp.), ściernica musi być ustawiana w odpowiedniej pozycji w stosunku do powierzchni ostrzonej.
Niezależnie od geometrii: właściwie dobrane szlifierki spełnią każde wymaganie.
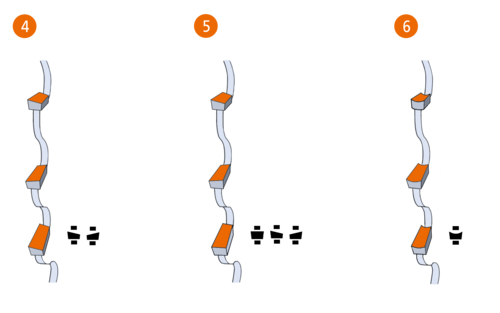
Ostrzenie powierzchni bocznych pił tarczowych z krawędziami tnącymi z węglików spiekanych
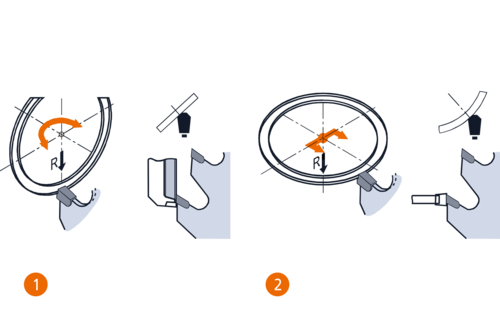
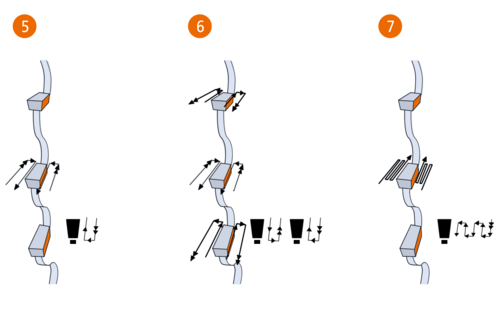
Powierzchnia boczna zęba szlifowana jest w kierunku jego cięcia i posuwu piły, aby uzyskać najlepszą jakość materiału ciętego. W ten sposób precyzja powierzchni bocznych zęba miarodajnie wpływa na gładkości powierzchni. Ostrzenie jest wykonywane jednorazowo podczas produkcji piły tarczowej metodą ostrzenia czołowego lub metodą szlifowania obwodowego.

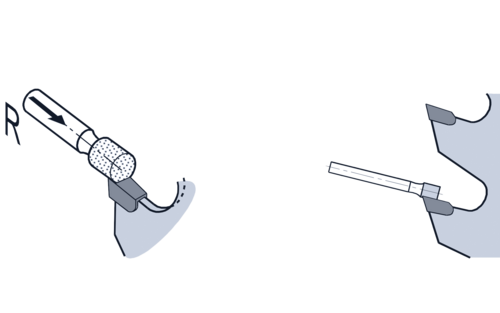
Lutowanie uzębienia pił tarczowych z krawędziami tnącymi z węglików spiekanych
Korpus tarcz tnących z krawędziami tnącymi z węglików spiekanych jest wykonany ze sprężonej stali narzędziowej. Surowe korpusy posiadają przygotowane gniazda na płytki, do których precyzyjnie lutowane są małe zęby ze spieku węglikowego. Podczas produkcji za proces lutowania odpowiedzialne są automaty (proces lutowania jest zautomatyzowany). Natomiast jeśli chodzi o prace serwisowe, lutowanie wykonywane jest ręcznie (manualnie) przy pomocy maszyn, ponieważ w takim przypadku wymienia się jedynie wyłamane zęby. Do lutowania używane jest lutowie srebrne ew. warstwowe.
Podczas napraw tarcz do pilarek najczęściej stosowana jest lutowarka oporowa. Przy użyciu lutowarki można również usuwać uszkodzone zęby.

Osoba kontaktowa
Czy masz pytania do VOLLMER? Czy życzysz sobie więcej informacji dotyczących naszych produktów, czy chcesz otrzymać indywidualną ofertę? Po prostu zadzwoń!Telefon+48 32 733 08 69
AdresVOLLMER POLSKA Sp z o.o.
Ul.Handlowa 11
41-807 Zabrze
Ul.Handlowa 11
41-807 Zabrze