


Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?
Affûter, usiner et entretenir correctement les lames de scies circulaires Savoir-faire sur les scies circulaires
Un traitement et un entretien professionnels sont essentiels pour une utilisation efficace et productive de vos scies circulaires carbure ou HSS. Avec la bonne technologie d'affûtage et la bonne machine, cela ne pose aucun problème.
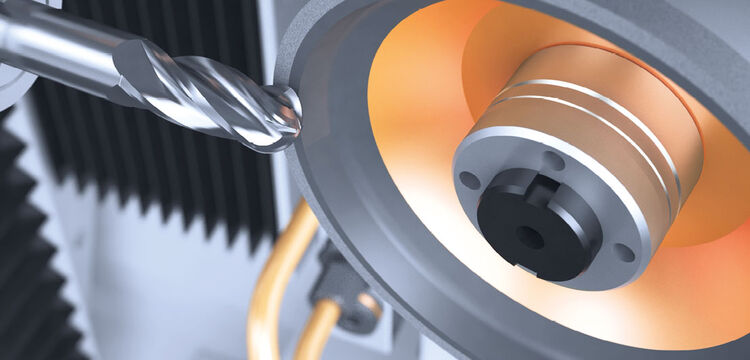
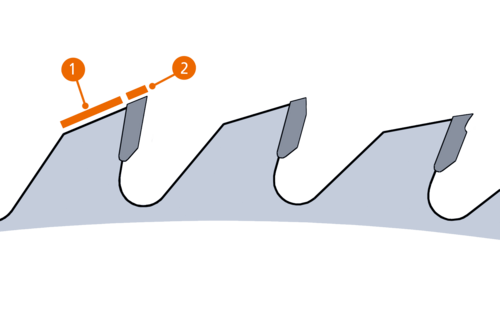
Affûtage des faces des lames de scies circulaires carbure
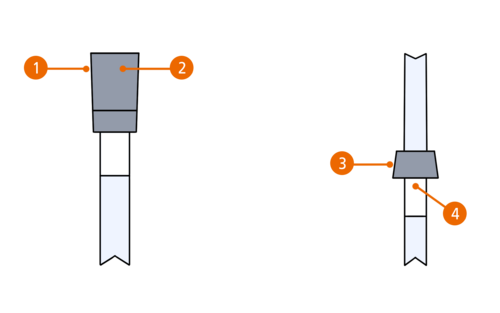
L'affûtage des faces est exécuté en règle générale de façon rectiligne, mais également parfois en biseau.
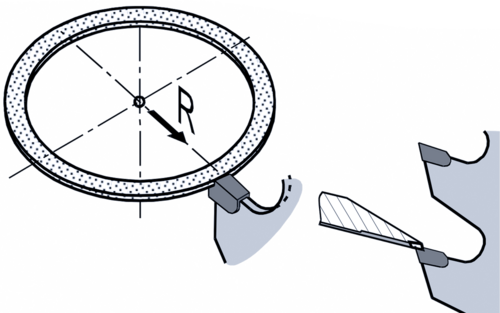
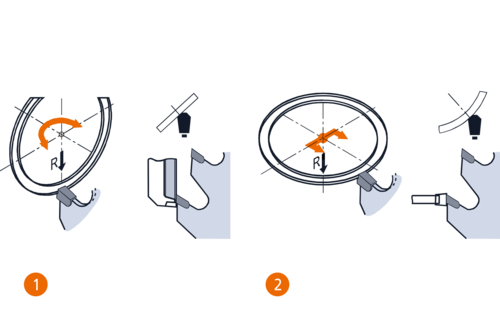
L'affûtage gouge permet également de réaliser l'affûtage des faces. Cet affûtage est effectué à l'aide d'une meulette sur tige à vitesse de rotation élevée. Toutefois, cette méthode ne convient pas à toute lame de scie circulaire. Pour pouvoir affûter la face en affûtage périphérique, il doit exister une forme concave sur la face de la plaquette carbure. Il convient en particulier de veiller à ce que la meulette sur tige soit positionnée exactement au milieu de l'épaisseur de la lame de scie et la largeur de coupe.
Des résultats tout simplement impeccables avec les machines d'affûtage appropriées pour l'usinage de faces et de dos !
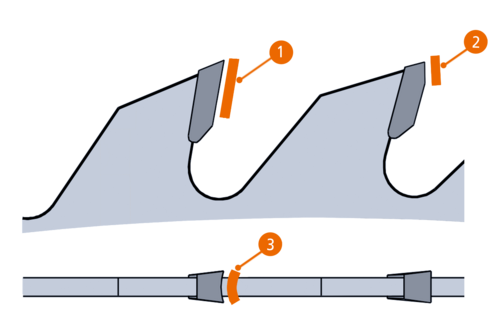
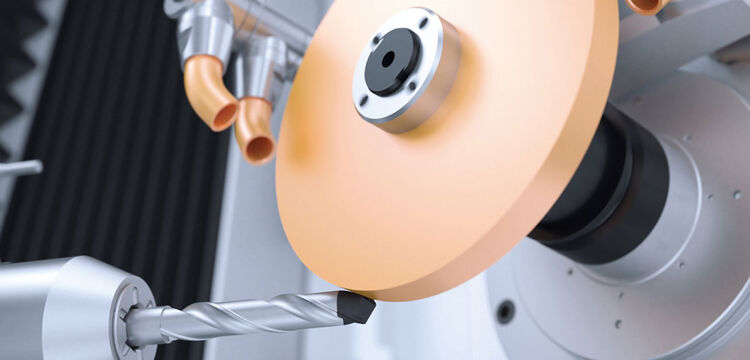
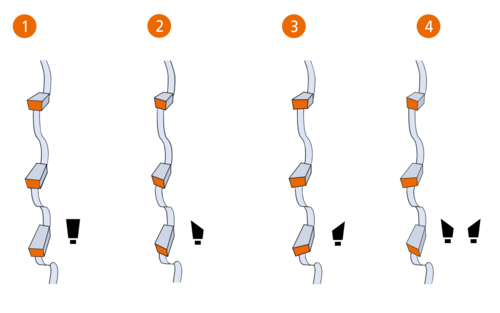
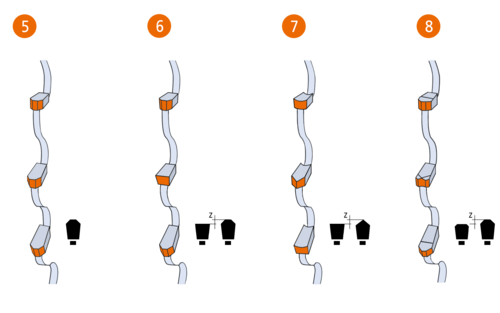
Affûtage du dos des scies circulaires carbure
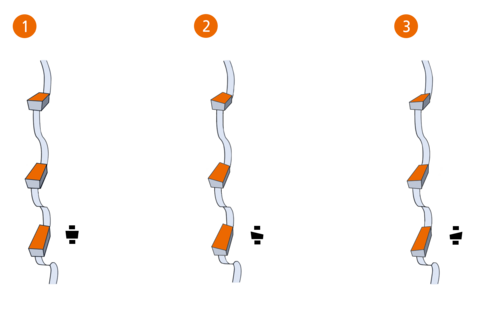
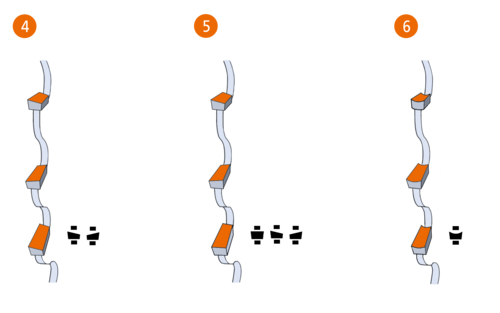
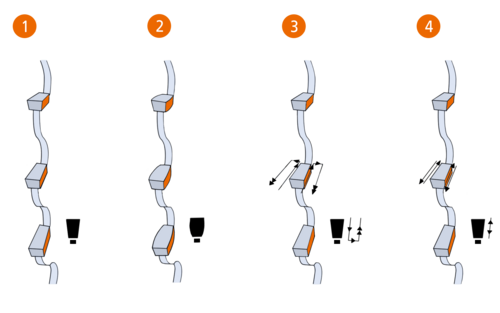
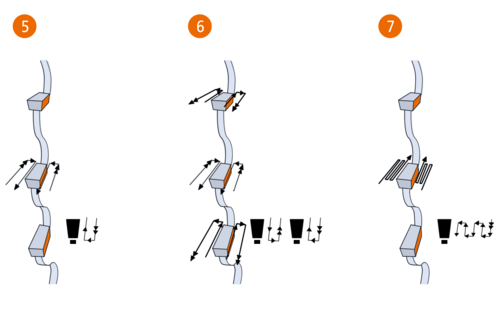
L'affûtage effectué sur les dos des dents est plus diversifié que l'affûtage des faces. Les géométries peuvent prendre des formes rectilignes à quasi rondes - selon le domaine d'application de la lame de scie circulaire carbure. Le dos est affûté selon le procédé d'affûtage boisseau ou périphérique.
L'affûtage recourant à la méthode d'affûtage boisseau permet particulièrement de gagner du temps. Dans le cas de ce procédé, la meule ne doit être mise en rotation que suivant un certain angle afin de produire les formes de dents les plus variées (trapézoïdales, triangulaires, etc.).
Quelles que soient les géométries dont vous avez besoin : les bonnes affûteuses sauront répondre à vos exigences.
Rectification des flancs des scies circulaires carbure
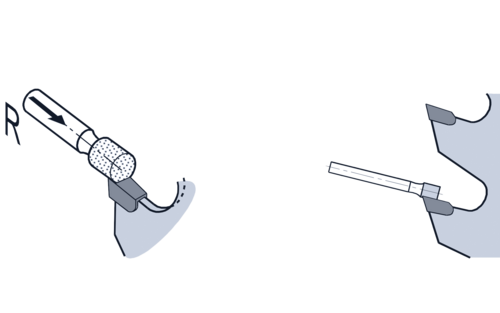
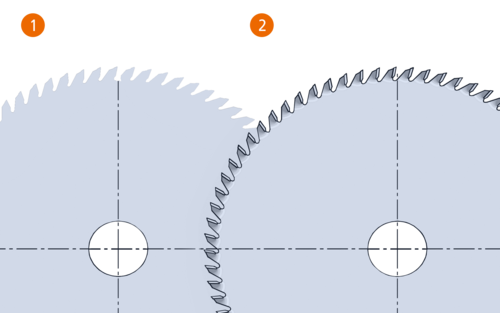
Les flancs d'une dent de scie peuvent être affûtés de façon effilée dans le sens de coupe et d'avance afin d'empêcher le tranchant d'exercer une pression dans le matériau. Ainsi, la précision du flanc de la dent influe considérablement sur la qualité de surface. La rectification est effectuée lors de la fabrication des scies circulaires par affûtage boisseau ou périphérique.

Brasage des scies circulaires carbure
Le corps des lames de scies circulaires carbure se compose d'acier à outils trempé. Les scies brutes sont dotées de logements sur lequel de petites plaquettes en carbure sont brasées avec précision. Le brasage est effectué par des automates lors de la production mais manuellement avec l'aide de machines lors d'interventions d'entretien car il s'agit alors uniquement du remplacement de quelques dents cassées. Le brasage s'effectue par brasure à l'argent ou multicouche.
Le poste de brasage par résistance est le plus souvent utilisé pour les réparations de lames de scies circulaires. Il permet également de supprimer des dents défectueuses.

Votre interlocuteur
Vous avez des questions concernant VOLLMER? Vous souhaitez recevoir plus d'informations sur nos produits ou une offre personnalisée? N'hésitez pas à nous appeler!Téléphone+33 296 390904
AdresseVOLLMER FRANCE S.A.R.L.
23 Boulevard de Preval,
Z.I. de Quévert
22100 Dinan
23 Boulevard de Preval,
Z.I. de Quévert
22100 Dinan